LORCH HandyTIG 200 AC/DC ControlPro Bedienungshandbuch
Vorschau ausblenden
Andere Handbücher für HandyTIG 200 AC/DC ControlPro:
- Bedienungshandbuch (28 Seiten)
Inhaltsverzeichnis
Verfügbare Sprachen
Verfügbare Sprachen
Quicklinks
DE
Bedienungshandbuch
EN
Operation Manual
ES
Manual de instrucciones
NL
Bedieningshandboek
RU
Руководство по эксплуатации
PL
Podręcznik użytkownika
PT
Manual de utilização
FR
Manuel d'utilisation
CS
Návod k použití
IT
Manuale di istruzioni
HandyTIG 200 AC/DC ControlPro
Seite 2
Lorch Schweißtechnik GmbH
Page 22
Im Anwänder 24 - 26
71549 Auenwald-Germany
Página 42
Telefon:
Telefax:
Internet:
Pagina 62
E-Mail:
стр. 82
Strona 104
Página 124
Page 144
Strana 164
Pagina 184
+49 7191 503-0
+49 7191 503-199
www.lorch.eu
info@lorch.eu
909.1719.9-07
Kapitel
Inhaltsverzeichnis

Verwandte Anleitungen für LORCH HandyTIG 200 AC/DC ControlPro
















Inhaltszusammenfassung für LORCH HandyTIG 200 AC/DC ControlPro
- Seite 1 Internet: www.lorch.eu Bedieningshandboek Pagina 62 E-Mail: info@lorch.eu Руководство по эксплуатации стр. 82 Podręcznik użytkownika Strona 104 Manual de utilização Página 124 Manuel d‘utilisation Page 144 Návod k použití Strana 164 Manuale di istruzioni Pagina 184 HandyTIG 200 AC/DC ControlPro 909.1719.9-07...
- Seite 2 © 2022, Lorch Schweißtechnik GmbH Diese Dokumentation einschließlich aller ihrer Teile ist urheberrechtlich geschützt. Jede Verwertung bzw. Veränderung außerhalb der engen Grenzen des Urheberrechtsgesetzes ist ohne Zustimmung der Lorch Schweißtechnik GmbH unzulässig und strafbar. Das gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen.
-
Seite 3: Inhaltsverzeichnis
Inhaltsverzeichnis Geräteelemente ......4 Zeichenerklärung ..... . .4 Bedeutung der Bildzeichen im Bedienungshandbuch . -
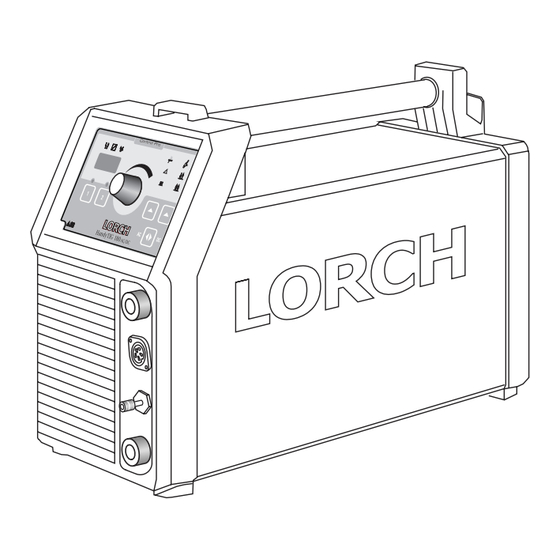
Seite 4: Geräteelemente
Zeichenerklärung Geräteelemente Abb. 1: Geräteelemente Bedienfeld Anschluss Schutzgas Anschlussbuchse Brenner / Elektrodenhalter / Werk- Anschlussbuchse Fernregler stückleitung Zubehörgurt Anschlussbuchse Brennertaster Gasanschluss Brenner Der Tragegurt dient ausschließlich dem Transport durch eine Person. Anschlussbuchse Werkstückleitung / Elektrodenhal- Tragegurt Abgebildetes oder beschriebenes Zubehör Handgriff (Verlastungspunkt) gehört teilweise nicht zum Lieferumfang. -
Seite 5: Zu Ihrer Sicherheit
Zu Ihrer Sicherheit Zu Ihrer Sicherheit Gefahrloses Arbeiten mit dem Gerät ist nur Transportieren und stellen Sie das Gerät nur möglich, wenn Sie die Bedienungsanleitung auf festen und ebenen Untergrund. und die Sicherheitshinweise vollständig le- Der maximal zulässige Neigungswinkel für sen und die darin enthaltenen Anweisungen Transport und Aufstellung beträgt 10°. -
Seite 6: Umgebungsbedingungen
Betrieb: -10 °C ... +40 °C (+14 °F ... +104 °F) heitsüberprüfung der Anlagen nach EN 60974-4 durchfüh- bei Transport ren zu lassen. Lorch empfiehlt eine Prüffrist von 12 Monaten. und Lagerung: -25 °C ... +55 °C (-13 °F ... +131 °F) Auch nach Änderung oder Instandsetzung der Anlage muss eine Sicherheitsüberprüfung durchgeführt werden. -
Seite 7: Elektromagnetische Verträglichkeit
Transport Elektromagnetische Verträglich- Transport keit (EMV) Bei einem Transport mittels einer mechani- schen Hebevorrichtung (z. B. Kran, ...) darf Dieses Produkt entspricht den derzeit geltenden EMV-Nor- nur der Handgriff als Verlastungspunkt men. Beachten Sie folgendes: verwendet werden. Dazu geeignete Last- ‰... -
Seite 8: Vor Der Inbetriebnahme
Vor der Inbetriebnahme Vor der Inbetriebnahme 11.1 Tragegurt befestigen Tragegurt  Fädeln Sie den Tragegurt am Schweißgerät und Kunst- stoffschieber ein. Siehe Reihenfolge der Nummerierung Kunststoffschieber im Bild. Klettverschluss 11.2 Zubehörgurt befestigen Zubehörgurt mit Verschluss  Fädeln Sie den Zubehörgurt am Handgriff und Kunst- stoffschieber ein. -
Seite 9: Schweißverfahren Elektrode
Vor der Inbetriebnahme 11.3 Schweißverfahren Elektrode Stromversorgung anschließen Das Gerät ist für den Betrieb am Stromnetz sowie an einem Elektroden-Schweißkabel anschließen Stromgenerator geeignet. Â Schließen Sie das Elektroden-Schweißkabel an die An- Â Stecken Sie den Netzstecker in die dafür vorgesehene schlussbuchse Minus 2 oder Plus 5 an und sichern Sie Steckdose. -
Seite 10: Werkstückleitung Anschließen
Vor der Inbetriebnahme Stromversorgung anschließen Nicht das Spannhülsengehäuse 63 und die Gasdüse 64 demontieren. Die Netzspannung und Toleranz sowie die Absicherung muss den technischen Daten entsprechen (siehe Technische Daten). Beim Umrüsten des Brenners auf einen ande- ren Elektrodendurchmesser ist auf folgendes Das Gerät ist für den Betrieb am Stromnetz sowie an einem zu achten. -
Seite 11: Inbetriebnahme
Inbetriebnahme Inbetriebnahme 30 31 34 35 36 37 38 39 HandyTIG 200 HandyTIG 200 AC/DC AC/DC Abb. 8: Bedienfeld HandyTIG 200 AC/DC 7-Segment-Anzeige LED 4-Takt zeigt die gewählte Stromstärke an. leuchtet bei gewählter Betriebsart 4-Takt (nur bei Bei aktivierten Nebenparametern wird abwechselnd Schweißverfahren WIG). -
Seite 12: Schweißverfahren Elektrode
Inbetriebnahme 12.1 Schweißverfahren Elektrode  Stellen Sie das gewünschte mit dem Pulstastverhältnis Drehknopf 45 ein. Der Einstellwert gibt den Anteil in % Anlage einschalten des Schweißstroms I an. Beispiel: 60 % entspricht den Anteilen 60 % Schweißstrom I und 40 % Zweitstrom I Â... -
Seite 13: Jobs
Inbetriebnahme Pulsen 12.4 Nebenparameter aufrufen  Drücken Sie die Taste 44 so oft, bis das Symbol Pulsen  Drücken Sie zeitgleich kurz die Tasten „1“ 48 und „2“ 46. (LED 36) leuchtet oder in Kombination mit dem Symbol 9 In der 7-Segment-Anzeige wird abwechselnd der Para- Slope (LED 35) leuchtet. -
Seite 14: Powermaster Parameter
Inbetriebnahme Modus 12.5 Powermaster Parameter Für die Powermaster Brenner der i-LTG/i-LTW Serie stehen zwei frei belegbare Parameterplätze (PL3 und PL4) zur Ver- Parameter fügung. Â Wählen Sie den Nebenparameter PL3 oder PL4 aus. 9 In der 7-Segment Anzeige 30 erscheint abwechselnd der Code PL3 oder PL4 und der Code des ausgewählten Po- Zur optimalen Kalottenbildung wird beim AC-WIG-Schweißen mit wermaster Parameters. -
Seite 15: Benutzerspezifisches Menü
Inbetriebnahme 12.6 Benutzerspezifisches Menü Brenner-ID einstellen In jedem Brenner der i-LTG/i-LTW Serie ist eine Brenner-  Schalten Sie das Gerät am Hauptschalter 9 aus. Identifikationsnummer hinterlegt. An diese Brenner-ID ist  Betätigen Sie die Taste Job 1 48 und halten Sie diese ge- die Belastbarkeit des Brenners gekoppelt. -
Seite 16: Sonderfunktionen
Inbetriebnahme 12.7 Sonderfunktionen Funktionen Brennertasten Gastest, Bedienfeldtest  Drücken Sie zeitgleich die Tasten 40 und 44 für mindes- tens 2 Sekunden. 9 Für 30 Sekunden schaltet das Gasventil durch, alle Be- dienfeldanzeigen leuchten kurz auf. ‰ Der Gas- und Bedienfeldtest kann durch Drücken der Tasten 40 und 44 abgebrochen werden. -
Seite 17: Meldungen
Meldungen Meldungen 13.1 Hinweismeldungen Nach Ausgabe der Hinweismeldung bleibt das Gerät noch eingeschränkt funktionsfähig, die Störung ist schnellstmöglichst zu behe- ben. Code Hinweis Ursache mögliche Abhilfe Unterspannung Netzspannung zu niedrig Netzspannung überprüfen Lüfter Lüfter fehlerhaft Service verständigen PFC fehlerhaft Service verständigen EEProm Prüfsummenfehler Kommunikation mit EEProm fehlerhaft Gerät aus- und wieder einschalten, bzw. -
Seite 18: Technische Daten
Technische Daten Code Fehler Ursache mögliche Abhilfe E14-00 Versorgungsspannung interne Versorgungsspannung fehlerhaft Service verständigen E15-00 Stromerfassung Fehler bei Stromerfassung Service verständigen Stromaufnahme von Leistungsbausatz zu E16-00 Überstromabschaltung Service verständigen hoch E19-00 Zündgerät Zündgerät fehlerhaft Service verständigen E22-00 Unterspannung Netz Netzspannung zu nieder Netzspannung überprüfen Voltage Reduction Device defekt oder Brenner oder Elektrodenhalter dürfen beim... -
Seite 19: Richtwert Für Zusatzwerkstoffe
Tab. 11: Technische Daten Liste gleichwertiger Modelle: keine = Einschaltdauer ‰ Das Herstellungsjahr Ihres Lorch Geräts lässt sich aus der Serialnummer, welche Sie auf dem Typenschild finden, ermitteln. Die 5. und 6. Stelle der Serialnummer reduziert um 10 ergibt das Herstellungsjahr. -
Seite 20: Schaubilder
Schaubilder Schaubilder 15.1 Diagramme Stromverlauf (2-Takt / 4-Takt) 2-Takt Schweißstrom Zweitstrom Zündstrom Min. Strom betätigt Brennertaster Start/Stopp betätigt Brennertaster Zweitstrom 4-Takt Schweißstrom Zweitstrom Startstrom Endstrom Zündstrom betätigt betätigt Brennertaster Start/Stopp betätigt Brennertaster Zweitstrom - 20 - 909.1719.9-07 01.22... -
Seite 21: Wartung Und Pflege
Verwenden Sie zur Wartung und Instandhal- tung nur Original Lorch-Ersatzteile. Wenden Sie sich bei Problemen und Repara- Wolfgang Grüb turen an einen von Lorch autorisierten Händ- Geschäftsführer ler. Führen Sie Reparaturen und technischen Änderungen niemals selber durch. In diesem Fall erlischt die Garantie und der Hersteller lehnt jegliche Produkthaftung für das Gerät... - Seite 204 Lorch Schweißtechnik GmbH Im Anwänder 24 - 26 71549 Auenwald Germany Tel. +49 7191 503-0 Fax +49 7191 503-199 info@lorch.eu www.lorch.eu...