Fronius Robacta series Bedienungsanleitung
Prüfvorrichtung
Inhaltsverzeichnis
Verfügbare Sprachen
Verfügbare Sprachen
/ Perfect Charging /
Perfect Welding
Prüfvorrichtung Robacta
Robacta Testing System
Dispositif de contrôle Robacta
Przyrząd kontrolny Robacta
42,0410,0927
Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
/ Solar Energy
006-20082019
Bedienungsanleitung
Systemerweiterung
Operating Instructions
System extension
Instructions de service
Extension système
Instrukcja obsługi
Rozbudowa systemu
Kapitel
Inhaltsverzeichnis

Verwandte Anleitungen für Fronius Robacta series







Inhaltszusammenfassung für Fronius Robacta series
- Seite 1 Systemerweiterung Operating Instructions Robacta Testing System System extension Instructions de service Dispositif de contrôle Robacta Extension système Instrukcja obsługi Przyrząd kontrolny Robacta Rozbudowa systemu 42,0410,0927 006-20082019 Fronius prints on elemental chlorine free paper (ECF) sourced from certified sustainable forests (FSC).
-
Seite 3: Inhaltsverzeichnis
Inhaltsverzeichnis Allgemeines ............................... Allgemeines ............................Prüfvorrichtung kalibrieren ........................Benötigtes Werkzeug..........................Optionen ............................... Lieferumfang .............................. Prüfvorrichtung Robacta W........................Prüfvorrichtung Robacta G ........................Prüfvorrichtung Robacta Twin....................... Prüfvorrichtung Robacta Twin Professional..................Prüfvorrichtung Robacta Gesamtsystem ....................Prüfvorrichtung Robacta Gesamtsystem Twin..................Prüfvorrichtung Robacta W / V ......................Prüfvorrichtung Robacta G / V ...................... - Seite 4 Schweißbrenner prüfen......................... Prüfvorrichtung Robacta Compact Pro Twin - kundenspezifische Twin Roboter-Schweißbrenner prüfen Allgemeines ............................Schweißbrenner mit PA-Ausrichtung prüfen..................Schweißbrenner mit PA-Ausrichtung prüfen..................
-
Seite 5: Allgemeines
Twin-Sonderanfertigungen Prüfvorrichtung Robacta Compact Pro Twin nur auf Anfrage erhältlich zum Überprüfen von Robacta Twin Compact PRO-Rohrbögen Prüfvorrichtung Um mit der Prüfvorrichtung Robacta optimale Prüfergebnisse zu erreichen, wird empfoh- kalibrieren len, die Prüfvorrichtung jährlich bei Fronius kalibrieren zu lassen. -
Seite 6: Benötigtes Werkzeug
Benötigtes Werk- Innensechskant-Schlüssel, SW 6 zeug Kontaktrohr-Schlüssel M6 / M8 (42,0410,0570) Kontaktrohr-Schlüssel M10 (42,0410,0138) Optionen Grundplatte Stahl „Professional“ (42,0201,2064) beispielsweise für häufige Prüf- und Richtarbeiten (nur Werkseinbau) Grundplatte Stahl MTG (42,0201,2512) für häufige Prüf- und Richtarbeiten von gasgekühlten MIG/MAG-Schweißbrennern Prüfwelle W (42,0001,5830) zum Überprüfen der Prüfvorrichtung Robacta W Prüfwelle G (42,0001,5831) zum Überprüfen der Prüfvorrichtung Robacta G... -
Seite 7: Lieferumfang
Lieferumfang Prüfvorrichtung Robacta W 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit 1 x Zentrierhülse M8 (Robacta 280 / 300 / 400) 1 x Zentrierhülse M10 (Robacta 500 / 700) 1 x Zentrierhülse M6 (Robacta 2500) dieses Dokument (nicht abgebildet) -
Seite 8: Prüfvorrichtung Robacta G
Prüfvorrichtung Robacta G 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit 1 x Zentrierhülse M8 (Robacta 280 / 300 / 400) 1 x Zentrierhülse M10 (Robacta 500 / 700) 1 x Zentrierhülse M6 (Robacta 2500) dieses Dokument (nicht abgebildet) -
Seite 9: Prüfvorrichtung Robacta Twin
Prüfvorrichtung Robacta Twin 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit 1 x Prüfspitzen symmetrisch 1 x Prüfspitzen asymmetrisch dieses Dokument (nicht abgebildet) -
Seite 10: Prüfvorrichtung Robacta Twin Professional
Prüfvorrichtung Robacta Twin Professional 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit mit schwenkbarem Prüfrohr dieses Dokument (nicht abgebildet) -
Seite 11: Prüfvorrichtung Robacta Gesamtsystem
Prüfvorrichtung Robacta Gesamt- system 1 x Aufnahmeblock 1 x Grundplatte Alu 1 x Prüfeinheit je 1 x Einstellhülse M10 / M8 / M6 je 1 x Zentrierhülse M10 / M8 / M6 4 x Spanneisen mit Schrauben dieses Dokument (nicht abgebildet) -
Seite 12: Prüfvorrichtung Robacta Gesamtsystem Twin
Prüfvorrichtung Robacta Gesamt- system Twin 1 x Aufnahmeblock 1 x Grundplatte Alu 1 x Prüfeinheit 1 x Ausgleichsplatte 10 mm (0.39 inch) 1 x Prüfspitzen asymmetrisch 1 x Prüfspitzen symmetrisch 4 x Spanneisen mit Schrauben dieses Dokument (nicht abgebildet) -
Seite 13: Prüfvorrichtung Robacta W / V
Prüfvorrichtung Robacta W / V 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit je 1 x Zentrierhülse M10 / M8 / M6 je 1 x Einstellhülse M10 / M8 / M6 4 x Spanneisen mit Schrauben dieses Dokument (nicht abgebildet) - Seite 14 Prüfvorrichtung Robacta G / V 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit je 1 x Zentrierhülse M10 / M8 / M6 je 1 x Einstellhülse M10 / M8 / M6 4 x Spanneisen mit Schrauben dieses Dokument (nicht abgebildet)
-
Seite 15: Prüfvorrichtung Robacta Twin V
Prüfvorrichtung Robacta Twin V 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit je 1 x Prüfspitzen asymmetrisch je 1 x Prüfspitzen symmetrisch 4 x Spanneisen mit Schrauben dieses Dokument (nicht abgebildet) -
Seite 16: Prüfvorrichtung Robacta Compact Pro Twin
Prüfvorrichtung Robacta Compact Pro Twin 1 x Rohrbogen-Aufnahme 1 x Grundplatte Alu 1 x Prüfeinheit dieses Dokument (nicht abgebildet) -
Seite 17: Sicherheit
Sicherheit Sicherheit WARNUNG! Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten. Schwerwiegende Personen- und Sachschäden können die Folge sein. ► Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von Fro- nius-Servicetechnikern ausgeführt werden. ► Dieses Dokument lesen und verstehen. ►... -
Seite 18: Prüfvorrichtung Robacta W - Wassergekühlte Roboter-Rohrbögen Prüfen
Prüfvorrichtung Robacta W - wassergekühlte Robo- ter-Rohrbögen prüfen Prüfeinheit vorbe- Auf der Grundplatte der Prüfvorrichtung reiten Robacta W befinden sich 13 mögliche Posi- tionen zur Montage der Prüfeinheit. Im Auslieferungszustand ist die Prüfeinheit auf die Montageposition 0° vormontiert. Für jede andere Rohrbogen-Krümmung die Prüfeinheit entsprechend der Rohrbogen- Krümmung des zu prüfenden Schweiß- brenners auf der Grundplatte montieren:... -
Seite 19: Rohrbogen Für Das Prüfen Vorbereiten
Rohrbogen für Gasdüse abnehmen das Prüfen vorbe- Kontaktrohr mittels Kontaktrohr- reiten Schlüssel abschrauben: M6/M8-Kontaktrohre ... Kontaktrohr- Schlüssel SW 7 mm M10-Kontaktrohre ... Kontaktrohr- Schlüssel SW 8 mm Gasdüse und Kontaktrohr entfernen Zentrierhülse von der Grundplatte ab- schrauben: Zentrierhülse M10 für Robacta 500 und Robacta 700 Zentrierhülse M8 für Robacta 280, Robacta 300 und Robacta 400... -
Seite 20: Rohrbogen Prüfen
Lässt sich der Pass-Stift nicht leichtgängig in die oder aus der Zentrierhülse bewegen, den Rohrbogen gemäß Bedienungsanleitung „Richtset Robacta“ einrichten Bei Maßabweichungen > 5 mm (0.197 inch) den Rohrbogen nicht mehr selbst einrich- ten! In diesem Fall den Rohrbogen zur Reparatur an Fronius einsenden... -
Seite 21: Prüfvorrichtung Robacta G - Gasgekühlte Roboter-Rohrbögen Prüfen
Prüfvorrichtung Robacta G - gasgekühlte Roboter- Rohrbögen prüfen Prüfeinheit vorbe- Auf der Grundplatte der Prüfvorrichtung reiten Robacta G befinden sich 13 mögliche Posi- tionen zur Montage der Prüfeinheit. Im Auslieferungszustand ist die Prüfeinheit auf die Montageposition 0° vormontiert. Für jede andere Rohrbogen-Krümmung die Prüfeinheit entsprechend der Rohrbogen- Krümmung des zu prüfenden Schweiß- brenners auf der Grundplatte montieren:... -
Seite 22: Rohrbogen Für Das Prüfen Vorbereiten
Rohrbogen für Gasdüse abnehmen das Prüfen vorbe- Kontaktrohr mittels Kontaktrohr- reiten Schlüssel abschrauben: M6/M8-Kontaktrohre ... Kontaktrohr- Schlüssel SW 7 mm M10-Kontaktrohre ... Kontaktrohr- Schlüssel SW 8 mm Gasdüse und Kontaktrohr entfernen Zentrierhülse von der Grundplatte ab- schrauben: Zentrierhülse M10 für Robacta MTG 4000 Zentrierhülse M8 für Robacta MTG 2500... -
Seite 23: Gasgekühlte Rohrbogen Prüfen
Lässt sich der Pass-Stift nicht leichtgängig in die oder aus der Zentrierhülse bewegen, den Rohrbogen gemäß Bedienungsanleitung „Richtset Robacta“ einrichten Bei Maßabweichungen > 5 mm (0.197 inch) den Rohrbogen nicht mehr selbst einrich- ten! In diesem Fall den Rohrbogen zur Reparatur an Fronius einsenden... -
Seite 24: Prüfvorrichtung Robacta Twin - Twin Roboter-Rohrbögen Prüfen
Prüfvorrichtung Robacta Twin - Twin Roboter-Rohr- bögen prüfen Prüfeinheit vorbe- Auf der Grundplatte der Prüfvorrichtung reiten Robacta Twin befinden sich 5 mögliche Po- sitionen zur Montage der Prüfeinheit. Im Auslieferungszustand ist die Prüfeinheit aus verpackungstechnischen Gründen auf die Montageposition „0° kurz“ montiert. Montagepositionen auf der Grundplatte Innensechskant-Schrauben an der Prüfeinheit mittels Innensechskant-... -
Seite 25: Rohrbogen Für Das Prüfen Vorbereiten
Rohrbogen für Gasdüse abnehmen das Prüfen vorbe- reiten Gasdüse entfernen Prüfvorrichtung Prüfeinheit entsprechend der Rohrbogenkrümmung des zu prüfen- den Schweißbrenners auf der Grundplatte montieren: Prüfspitzen von der Grundplatte ab- nehmen Je nachdem ob der zu prüfende Twin- Rohrbogen symmetrisch oder asym- metrisch ausgeführt ist, die entspre- chenden Prüfspitzen verwenden. -
Seite 26: Rohrbogen Prüfen
Rohrbogen mittels 2 Überwurfmuttern festschrauben Position der Kontaktrohre durch Druck auf den Pass-Stift (2) überprüfen Der Rohrbogen ist in Ordnung, wenn die Prüfspitzen (3) genau in die Drahtaus- tritts-Öffnungen der Kontaktrohre ragen. Bei Maßabweichungen den Rohrbogen zur Reparatur an Fronius einsenden. -
Seite 27: Prüfvorrichtung Robacta Twin Professional - Twin Roboter-Rohrbögen Prüfen
Prüfvorrichtung Robacta Twin Professional - Twin Roboter-Rohrbögen prüfen Prüfeinheit vorbe- Auf der Grundplatte der Prüfvorrichtung reiten Robacta Twin Professional befinden sich 5 mögliche Positionen zur Montage der Prü- feinheit. Im Auslieferungszustand ist die Prüfeinheit aus verpackungstechnischen Gründen auf die Montageposition 0° kurz montiert. Montagepositionen auf der Grundplatte Prüfeinheit entsprechend der Rohrbogen- krümmung des zu prüfenden Schweißbren-... -
Seite 28: Rohrbogen Für Das Prüfen Vorbereiten
Rohrbogen mittels 2 Überwurfmuttern festschrauben Position, Winkel und Lage der Kontaktrohre zueinander mittels dem schwenkbaren Prüfrohr überprüfen Der Rohrbogen ist in Ordnung, wenn das schwenkbare Prüfrohr ohne Widerstand über beide Kontaktrohre gleitet Bei Maßabweichungen den Rohrbogen zur Reparatur an Fronius einsenden... -
Seite 29: Prüfvorrichtung Robacta Gesamtsystem - Gesamtsysteme Von Roboter-Schweißbrennern Prüfen
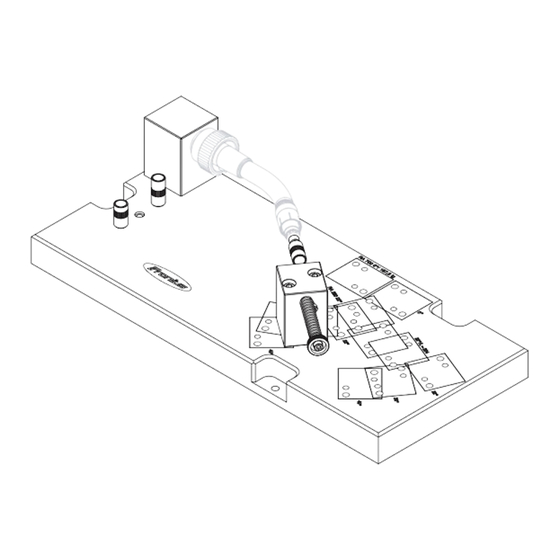
Prüfvorrichtung Robacta Gesamtsystem - Gesamt- systeme von Roboter-Schweißbrennern prüfen Allgemeines Mit Hilfe der Prüfvorrichtung Robacta Gesamtsystem lassen sich komplette Roboter- Schweißbrenner-Systeme vom Rohrbogen bis zur Roboter-Abschaltbox auf Maßabwei- chungen überprüfen. Für Aufbau und Erstjustierung ist der Anwender verantwortlich. Zur Überprüfung stehen verschiedene Möglichkeiten zur Verfügung, beispielsweise: Rohrbogen Rohrbogen + Schlauchpaket Rohrbogen + Schlauchpaket + Justierschelle... -
Seite 30: Prüfvorrichtung Justieren Und Erstes Gesamtsystem Prüfen
Gasdüse entfernen Zur Unterscheidung von Zentrierhülsen und Einstellhülsen sind Einstellhülsen mit zwei zusätzlichen Querrillen ausgestattet. Passende Einstellhülse von der Grundplatte der Prüfvorrichtung Rob- acta Gesamtsystem abschrauben Einstellhülse anstelle des Kontaktroh- res in den Rohrbogen des Gesamtsys- tems einschrauben Einstellhülse einschrauben Der Aufnahmeblock ist zur Montage unter- schiedlicher Roboter-Abschaltboxen vorge- sehen. -
Seite 31: Gesamtsystem Prüfen
Aufnahmeblock mit den restlichen Spanneisen diagonal festschrauben Gesamtsystem prüfen: Pass-Stift der Prüfeinheit durch Druck auf die Feder in die Einstellhülse einschieben Das Gesamtsystem ist in Ordnung, wenn der Pass-Stift leichtgängig und vollständig in die Zentrierhülse gleitet, und der Pass-Stift nach Loslassen der Feder auf Grund der Federkraft wieder leichtgängig aus der Zent- rierhülse heraus gleitet. - Seite 32 Das Gesamtsystem ist in Ordnung, wenn der Pass-Stift leichtgängig und vollständig in die Zentrierhülse gleitet, und der Pass-Stift nach Loslassen der Feder auf Grund der Federkraft wieder leichtgängig aus der Zentrierhülse heraus gleitet. Gleitet der Pass-Stift nicht leichtgängig in die Zentrierhülse, das Gesamtsystem einrichten.
-
Seite 33: Prüfvorrichtung Robacta Gesamtsystem Twin - Twin-Gesamtsysteme Von Roboter-Schweißbrennern Prüfen
Prüfvorrichtung Robacta Gesamtsystem Twin - Twin-Gesamtsysteme von Roboter-Schweißbren- nern prüfen Allgemeines Mit Hilfe der Prüfvorrichtung Robacta Gesamtsystem Twin lassen sich komplette Twin Ro- boter-Schweißbrenner-Systeme vom Rohrbogen bis zur Roboter-Abschaltbox auf Maßab- weichungen überprüfen. Für Aufbau und Erstjustierung ist der Anwender verantwortlich. Zur Überprüfung stehen verschiedene Möglichkeiten zur Verfügung, beispielsweise: Rohrbogen Rohrbogen + Schlauchpaket... -
Seite 34: Prüfvorrichtung Justieren Und Erstes Gesamtsysten Prüfen
Der Aufnahmeblock ist zur Montage unter- schiedlicher Roboter-Abschaltboxen vorge- sehen. Die Schlauchpakete von den System- komponenten trennen Gasdüse entfernen Twin-Gesamtsystem auf Aufnahmeb- lock schrauben Twin-Gesamtsystem mit Aufnahmeb- lock auf der Grundplatte positionieren Twin-Gesamtsystem und Aufnahmeblock auf der Grundplatte positionieren Prüfvorrichtung Twin-Gesamtsystem mit Aufnahmeb- justieren und ers- lock fluchtend zur Prüfeinheit ausrich-... -
Seite 35: Twin-Gesamtsystem Prüfen
Twin-Gesamtsys- tem prüfen Die Schlauchpakete von den Systemkomponenten trennen Gasdüse vom Rohrbogen des Twin-Gesamtsystems entfernen Twin-Gesamtsystem auf Aufnahmeblock (1) schrauben Position der Kontaktrohre durch Druck auf die Feder (2) überprüfen Das Twin-Gesamtsystem ist in Ordnung, wenn die Prüfspitzen (3) genau in die Drahtaustritts-Öffnungen der Kontaktrohre ragen Ist dies nicht der Fall, das Twin-Gesamtsystem mit Aufnahmeblock nachjustieren... -
Seite 36: Prüfvorrichtung Robacta W / V - Wassergekühlte, Kundenspezifische Roboter-Schweißbrenner Prüfen
Prüfvorrichtung Robacta W / V - wassergekühlte, kundenspezifische Roboter-Schweißbrenner prüfen Allgemeines Mit Hilfe der Prüfvorrichtung Robacta W / V lassen sich wassergekühlte, kundenspezifi- sche Roboter-Schweißbrenner und Sonderanfertigungen auf Maßabweichungen überprü- fen. Für Aufbau und Erstjustierung ist der Anwender verantwortlich. Prüfvorrichtung Auf der Grundplatte der Prüfvorrichtung vorbereiten Robacta W / V befinden sich 6 mögliche... -
Seite 37: Prüfvorrichtung Justieren Und Ersten Rohrbogen Prüfen
Gasdüse entfernen Zur Unterscheidung von Zentrierhülsen und Einstellhülsen sind Einstellhülsen mit zwei zusätzlichen Querrillen ausgestattet. Passende Einstellhülse von der Grundplatte der Prüfvorrichtung Rob- acta W / V abschrauben Einstellhülse anstelle des Kontaktroh- res in den Rohrbogen des Gesamtsys- tems einschrauben Einstellhülse einschrauben Rohrbogen auf die Rohrbogen-Auf- nahme der Grundplatte aufsetzen... -
Seite 38: Schweißbrenner Prüfen
Bedienungsanleitung „Richtset Robac- ta“ einrichten. Bei Maßabweichungen > 5 mm (0.197 inch) den Rohrbogen nicht mehr selbst einrichten! In diesem Fall den Rohrbo- gen zur Reparatur an Fronius einsen- Falls vorhanden, alle weiteren bauglei- chen Rohrbögen wie nachfolgend be- schrieben prüfen Schweißbrenner prüfen... - Seite 39 Lässt sich der Pass-Stift nicht leichtgängig in die oder aus der Zentrierhülse bewegen, den Rohrbogen gemäß Bedienungsanleitung „Richtset Robacta“ einrichten. Bei Maßabweichungen > 5 mm (0.197 inch) den Rohrbogen nicht mehr selbst einrichten! In diesem Fall den Rohrbogen zur Reparatur an Fronius einsenden...
-
Seite 40: Prüfvorrichtung Robacta G / V - Gasgekühlte, Kundenspezifische Roboter-Schweißbrenner Prüfen
Prüfvorrichtung Robacta G / V - gasgekühlte, kun- denspezifische Roboter-Schweißbrenner prüfen Allgemeines Mit Hilfe der Prüfvorrichtung Robacta G / V lassen sich gasgekühlte, kundenspezifische Roboter-Schweißbrenner und Sonderanfertigungen auf Maßabweichungen überprüfen. Für Aufbau und Erstjustierung ist der Anwender verantwortlich. Prüfvorrichtung Auf der Grundplatte der Prüfvorrichtung vorbereiten Robacta G / V befinden sich 6 mögliche Po- sitionen zur Montage der Prüfeinheit. -
Seite 41: Prüfvorrichtung Justieren Und Ersten Rohrbogen Prüfen
Gasdüse entfernen Zur Unterscheidung von Zentrierhülsen und Einstellhülsen sind Einstellhülsen mit zwei zusätzlichen Querrillen ausgestattet. Passende Einstellhülse von der Grundplatte der Prüfvorrichtung Rob- acta G / V abschrauben Einstellhülse anstelle des Kontaktroh- res in den Rohrbogen des Gesamtsys- tems einschrauben Einstellhülse einschrauben Rohrbogen bis Anschlag in die Rohr- bogen-Aufnahme der Grundplatte ein-... -
Seite 42: Schweißbrenner Prüfen
Bedienungsanleitung „Richtset Robac- ta“ einrichten. Bei Maßabweichungen > 5 mm (0.197 inch) den Rohrbogen nicht mehr selbst einrichten! In diesem Fall den Rohrbo- gen zur Reparatur an Fronius einsen- den. Falls vorhanden, alle weiteren bauglei- chen Rohrbögen wie nachfolgend be- schrieben prüfen Schweißbrenner... - Seite 43 Lässt sich der Pass-Stift nicht leichtgängig in die oder aus der Zentrierhülse bewegen, den Rohrbogen gemäß Bedienungsanleitung „Richtset Robacta“ einrichten. Bei Maßabweichungen > 5 mm (0.197 inch) den Rohrbogen nicht mehr selbst einrichten! In diesem Fall den Rohrbogen zur Reparatur an Fronius einsenden.
-
Seite 44: Prüfvorrichtung Robacta Twin V - Kundenspezifische Twin Roboter-Schweißbrenner Prüfen
Prüfvorrichtung Robacta Twin V - kundenspezifi- sche Twin Roboter-Schweißbrenner prüfen Allgemeines Mit Hilfe der Prüfvorrichtung Robacta Twin V lassen sich kundenspezifische Twin Roboter- Schweißbrenner und Sonderanfertigungen auf Maßabweichungen überprüfen. Für Aufbau und Erstjustierung ist der Anwender verantwortlich. Prüfvorrichtung Auf der Grundplatte der Prüfvorrichtung vorbereiten Robacta Twin V befinden sich 6 mögliche Positionen zur Montage der Prüfeinheit. -
Seite 45: Prüfvorrichtung Justieren Und Ersten Rohrbogen Prüfen
Der Rohrbogen ist in Ordnung, wenn die Prüfspitzen genau in die Drahtaustritts-Öffnungen der Kon- taktrohre ragen. Bei Maßabweichungen den Rohr- bogen zur Reparatur an Fronius einsenden. Falls vorhanden, alle weiteren bauglei- chen Rohrbögen wie nachfolgend be- schrieben prüfen Rohrbogen-Aufnahme festschrauben... - Seite 46 Rohrbogen mittels 2 Überwurfmuttern festschrauben Position der Kontaktrohre durch Druck auf den Pass-Stift der Prüfeinheit (2) überprü- Der Rohrbogen ist in Ordnung, wenn die Prüfspitzen genau in die Drahtaustritts- Öffnungen der Kontaktrohre ragen. Bei Maßabweichungen den Rohrbogen zur Reparatur an Fronius einsenden.
- Seite 47 Prüfvorrichtung Robacta Compact Pro Twin - kun- denspezifische Twin Roboter-Schweißbrenner prü- Allgemeines Mit Hilfe der Prüfvorrichtung Prüfvorrichtung Robacta Compact Pro Twin lassen sich kun- denspezifische Twin Roboter-Schweißbrenner und Sonderanfertigungen auf Maßabwei- chungen überprüfen. Für Aufbau und Erstjustierung ist der Anwender verantwortlich. Schweißbrenner mit PA-Ausrich- tung prüfen...
- Seite 48 Den Spannhebel nur per Hand be- tätigen. Keine Verlängerungen ver- wenden. Wenn der Pass-Stifft ohne Wider- stand über die Prüfspitze gleitet, weißt der Schweißbrenner eine TCP-Genauigkeit von 1mm (0.04 inch) auf...
- Seite 49 Wenn der Pass-Stifft ohne Wider- stand über die Prüfspitze gleitet, weißt der Schweißbrenner eine TCP-Genauigkeit von 1mm (0.04 inch) auf Schweißbrenner mit PA-Ausrich- tung prüfen...
- Seite 50 Den Spannhebel nur per Hand be- tätigen. Keine Verlängerungen ver- wenden. Wenn der Pass-Stifft ohne Wider- stand über die Prüfspitze gleitet, weißt der Schweißbrenner eine TCP-Genauigkeit von 1mm (0.04 mm) auf...
- Seite 51 Wenn der Pass-Stifft ohne Wider- stand über die Prüfspitze gleitet, weißt der Schweißbrenner eine TCP-Genauigkeit von 1mm (0.04 mm) auf...
- Seite 204 FRONIUS INTERNATIONAL GMBH Froniusstraße 1, A-4643 Pettenbach, Austria E-Mail: sales@fronius.com www.fronius.com Under www.fronius.com/contact you will find the addresses of all Fronius Sales & Service Partners and locations...