Abicor Binzel TES Montageanleitung
Schweißbrenner-wechselstation

Verwandte Anleitungen für Abicor Binzel TES











Inhaltszusammenfassung für Abicor Binzel TES
- Seite 1 T E C H N O L O G Y F O R T H E W E L D E R ´ S W O R L D . DE Montageanleitung / EN Assembly Instructions DE Schweißbrenner-Wechselstation EN Torch exchange station www.binzel-abicor.com...
- Seite 2 Änderungen werden jedoch in neuen Ausgaben berücksichtigt. Alle in der Montageanleitung genannten Handelsmarken und Schutzmarken sind Eigentum der jeweiligen Besitzer/Hersteller. Unsere aktuellen Produktdokumente, sowie alle Kontaktdaten der ABICOR BINZEL Ländervertretungen und Partner weltweit, finden Sie auf unserer Homepage www.binzel- abicor.com Alexander Binzel Schweisstechnik GmbH &...
- Seite 3 1 Identifikation 1 Identifikation Der in dieser Montageanleitung verwendete Begriff „Gerät“ steht immer für die TES (Torch exchange station). Das Gerät wird in der Industrie und im Gewerbe als automatisierte Brennerwechselstation eingesetzt. Das Gerät ist in einer Schweißzelle integriert und dient zur Minimierung der Stillstandszeiten.
- Seite 4 Not-Aus-Funktion) die Stromversorgung und die Druckluftversorgung abgeschaltet werden. Wir empfehlen hierfür Schaltelemente, die mindestens Performancelevel C erfüllen. Je nach Zugänglichkeit des TES in der Schweißanlage müssen Schutzeinrichtungen nach Punkt 1.3 unter Berücksichtigung des Punktes 1.4 der Maschinenrichtlinie vorgesehen werden.
-
Seite 5: Bestimmungsgemäße Verwendung
2 Sicherheit 2 Sicherheit Beachten Sie das beiliegende Dokument Sicherheitshinweise. 2.1 Bestimmungsgemäße Verwendung • Das in dieser Anleitung beschriebene Gerät darf ausschließlich zu dem in der Anleitung beschriebenen Zweck in der beschriebenen Art und Weise verwendet werden. Beachten Sie dabei die Betriebs-, Wartungs- und lnstandhaltungsbedingungen. •... -
Seite 6: Klassifizierung Der Warnhinweise
2 Sicherheit 2.4 Klassifizierung der Warnhinweise Die in der Montageanleitung verwendeten Warnhinweise sind in vier verschiedene Ebenen unterteilt und werden vor potenziell gefährlichen Arbeitsschritten angegeben. Geordnet nach abnehmender Wichtigkeit bedeuten sie Folgendes: GEFAHR Bezeichnet eine unmittelbar drohende Gefahr. Wenn sie nicht gemieden wird, sind Tod oder schwerste Verletzungen die Folge. -
Seite 7: Angaben Für Den Notfall
3 Produktbeschreibung 2.6 Angaben für den Notfall Unterbrechen Sie im Notfall sofort folgende Versorgungen: • Elektrische Energieversorgung • Druckluftzufuhr Weitere Maßnahmen entnehmen Sie der Betriebsanleitung der Stromquelle, des Roboters oder der Dokumentation weiterer Peripheriegeräte. 3 Produktbeschreibung WARNUNG Gefahren durch nicht bestimmungsgemäße Verwendung Bei nicht bestimmungsgemäßer Verwendung können vom Gerät Gefahren für Personen, Tiere und Sachwerte ausgehen. -
Seite 8: Technische Daten
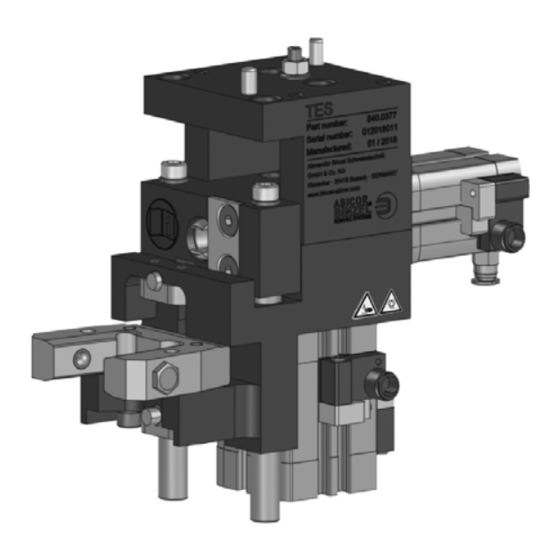
3 Produktbeschreibung 3.1 Technische Daten Umgebungstemperatur −10 °C bis +40 °C Relative Luftfeuchtigkeit bis 70 % bei 20 °C Tab. 1 Umgebungsbedingungen im Betrieb Temperatur der Umgebungsluft −15 °C bis +55 °C Relative Luftfeuchtigkeit bis 90 % bei 20 °C Tab. - Seite 9 3 Produktbeschreibung 3.2 Abkürzungen Persönliche Schutzausrüstung Torch Exchange Station Tab. 7 Abkürzungen Maßangaben in Zeichnungen und Millimeter mm Diagrammen Tab. 8 Maße 3.3 Typenschild Das Gerät ist wie folgt mit einem gelaserten Typenschild gekennzeichnet: Gerät Gerätenummer Herstellungsdatum Typenschild Seriennummer Abb. 3 Typenschild Beachten Sie für alle Rückfragen folgende Angaben: •...
-
Seite 10: Verwendete Zeichen Und Symbole
• Aufzählungssymbol für Handlungsanweisungen und Aufzählungen Querverweissymbol verweist auf detaillierte, ergänzende oder weiterführende Informationen Handlungsschritte im Text, die der Reihenfolge nach durchzuführen sind 4 Lieferumfang • TES kpl. montiert • Montageanleitung Tab. 10 Lieferumfang • Ventilinsel Tab. 11 Option Ausrüst- und Verschleißteile separat bestellen. -
Seite 11: Funktionsbeschreibung
5 Funktionsbeschreibung 5 Funktionsbeschreibung Das Gerät ist zur automatischen Ablage von Schweißbrennerhälsen bestimmt. Die Funktion der einzelnen Komponenten ist wie folgt: Baugruppe Funktion Spannbacke: • Aufnahme Schweißbrennerhals. Hubeinheit: • Durch den Hub des Mitnehmers wird die Kupplung des Schlauchpaketes zum Schweißbrennerhals ver- und entriegelt. - Seite 12 6 Inbetriebnahme 6 Inbetriebnahme GEFAHR Verletzungsgefahr durch unerwarteten Anlauf Für die gesamte Dauer von Wartungs-, Instandhaltungs-, Montage- bzw. Demontage- und Reparaturarbeiten ist Folgendes zu beachten: • Schalten Sie die Stromquelle aus. • Sperren Sie die Druckluftzufuhr ab. • Trennen Sie alle elektrischen Verbindungen. •...
-
Seite 13: Stützwinkel Montieren (Optional)
6 Inbetriebnahme 6.1 Stützwinkel montieren (optional) Der Stützwinkel wird wie folgt montiert: Gerät Zylinderschrauben M5 x 75 (2 Stck.) Zahnscheiben D=5,3 Stützwinkel Scheiben D=5,3 mm (2 Stck.) (2 Stck.) Abb. 4 Stützwinkel montieren 1 Stützwinkel (2) mit zwei Zylinderschrauben (3), Scheiben (4) und Zahnscheiben (5) an Gerät (1) montieren. -
Seite 14: Pneumatik Anschließen
6 Inbetriebnahme HINWEIS • Beachten Sie das Lochbild des Gerätes. Abb. 2 Maße auf Seite DE-7 • Achten Sie auf die Stellung der Zylinderstifte. 1 Gerät (4) mit vier Schrauben (1) an Halteplatte (2) bauseitig montieren. 6.3 Pneumatik anschließen HINWEIS ... -
Seite 15: Elektroanschluss Herstellen
6 Inbetriebnahme Zylinder-/Ventilstellung Beschreibung Y2 14 Ventil für Mitnehmerzylinder ausfahren Bestückung Spannbacke 6.4 auf Seite DE-15 Abfrage Schlauchpaket 6.4 auf Seite DE-15 Tab. 13 Beschreibung 6.4 Elektroanschluss herstellen Zur Ventilansteuerung sind zwei Roboterausgänge 24V DC sowie sechs Robotereingänge erforderlich. -
Seite 16: Einstellungen Prüfen
6 Inbetriebnahme ca. 16 BN (1) BU (2) Abb. 8 Roboterausgang 6.5 Einstellungen prüfen Stellschraube Hubeinheit Schweißbrenner Mitnehmer Abb. 9 Einstellungen prüfen 6.5.1 Mitnehmer / Hubeinheit HINWEIS • Die korrekte Höhe der Hubeinheit (2) ist voreingestellt. Bei Bedarf kann diese Höhe durch Drehen der Stellschraube (1) verändert werden. -
Seite 17: Roboter Programmieren
N1 = 0 - Mitnehmer unten - Mitnehmer unten N2 = 0 N2 = 1 - Gabelkopf eingefahren - Gabelkopf eingefahren Position in TES Position in TES anfahren anfahren - Spannbacke bestückt - Spannbacke bestückt N1 = 1 N1 = 1... -
Seite 18: Betrieb
7 Betrieb 7 Betrieb HINWEIS • Jegliche Arbeiten am Gerät bzw. System sind ausschließlich befähigten Personen vorbehalten. • Beachten Sie die Dokumentation der schweißtechnischen Komponenten. • Tauschen Sie schadhafte, deformierte oder verschlissene Teile aus. 9 Wartung und Reinigung auf Seite DE-18 1 Schweißanlage und Robotersteuerung einschalten. - Seite 19 9 Wartung und Reinigung GEFAHR Stromschlag Gefährliche Spannung durch fehlerhafte Kabel. • Überprüfen Sie alle spannungsführenden Kabel und Verbindungen auf ordnungsgemäße Installation und Beschädigungen. • Tauschen Sie schadhafte, deformierte oder verschlissene Teile aus. VORSICHT Verletzungsgefahr Schwere Verletzungen durch herumwirbelnde Teile. •...
-
Seite 20: Wartungsintervalle
9 Wartung und Reinigung 9.1 Wartungsintervalle HINWEIS • Die angegebenen Wartungsintervalle sind Richtwerte und beziehen sich auf den Einschichtbetrieb. Beachten Sie die Angaben der EN 60974-4 Inspektion und Prüfung während des Betriebes von Lichtbogenschweißeinrichtungen sowie die jeweiligen Landesgesetze und -richtlinien. Näherungsschalter Spannschelle Zylinderschrauben M4 ×10 (2 Stck.) -
Seite 21: Störungen Und Deren Behebung
10 Störungen und deren Behebung Wöchentlich Monatlich Nach Bedarf Näherungsschalter auf festen Sitz und Funktion prüfen. • Kontrolle, ggf. wie folgt austauschen: Zylinderschrauben (3) lösen, Spannschelle (2) öffnen, Näherungsschalter (1) austauschen und in umgekehrter Reihenfolge wieder montieren. Tab. 14 Wartungsintervalle 10 Störungen und deren Behebung GEFAHR Verletzungsgefahr und Geräteschäden durch unautorisierte Personen... - Seite 22 11 Demontage Störung Ursache Behebung • Leitungen überprüfen, Sichtkontrolle Schlauchpaket • Schaltabstand kontrollieren, steht in Gerät und • Sensor ohne Funktion ggf. Einstellungen anpassen wird nicht 6.5 Einstellungen prüfen auf gekuppelt Seite DE-16 • Sitz des • Positionierung des Roboters Schweißbrenners nicht kontrollieren, ggf.
- Seite 23 Kontaminierte Reinigungswerkzeuge (Pinsel, Lappen usw.) müssen ebenfalls entsprechend den Angaben des Betriebsmittelherstellers entsorgt werden. 12.3 Verpackungen ABICOR BINZEL hat die Transportverpackung auf das Notwendigste reduziert. Bei der Auswahl der Verpackungsmaterialien wird auf eine mögliche Wiederverwertung geachtet. MON.0015.0 • 2020-05-19 DE - 23...
- Seite 48 T E C H N O L O G Y F O R T H E W E L D E R ´ S W O R L D . Alexander Binzel Schweisstechnik GmbH & Co. KG Kiesacker · 35418 Buseck · GERMANY T +49 64 08 / 59-0 F +49 64 08 / 59-191 info@binzel-abicor.com...