Fronius Robacta Twin Compact Bedienungsanleitung

Verwandte Anleitungen für Fronius Robacta Twin Compact










Inhaltszusammenfassung für Fronius Robacta Twin Compact
- Seite 1 Operating instructions Robacta Twin Compact Bedienungsanleitung Operating instructions Instructions de service 42,0410,1153 012-10052022...
-
Seite 3: Inhaltsverzeichnis
Sicherheit Inbetriebnahme Gerätekonzept Haltewinkel montieren (Standard) Haltewinkel montieren (Individuell) Roboter-Rohrbogen montieren Drahtführungsseele montieren Roboter-Schlauchpaket anschließen Robacta Twin Compact Pro - Bauteile wechseln Pflege, Wartung und Entsorgung Allgemeines Bei jeder Inbetriebnahme Bei jedem Austausch der Draht-Spule Entsorgung Fehlerdiagnose, Fehlerbehebung Fehlerdiagnose, Fehlerbehebung Technische Daten Rohrbögen... -
Seite 4: Sicherheit
Sicherheit Sicherheit WARNUNG! Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten. Schwere Personen- und Sachschäden können die Folge sein. ▶ Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von technisch geschultem Fachpersonal ausgeführt werden. ▶ Dieses Dokument vollständig lesen und verstehen. ▶... - Seite 5 Wassergekühlte Geräte nie ohne Kühlmittel in Betrieb nehmen. ▶ Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmit- tel-Durchfluss gegeben ist - bei Verwendung von Fronius-Kühlgeräten ist dies der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungs- gemäßer Kühlmittel-Rückfluss ersichtlich ist.
-
Seite 6: Inbetriebnahme
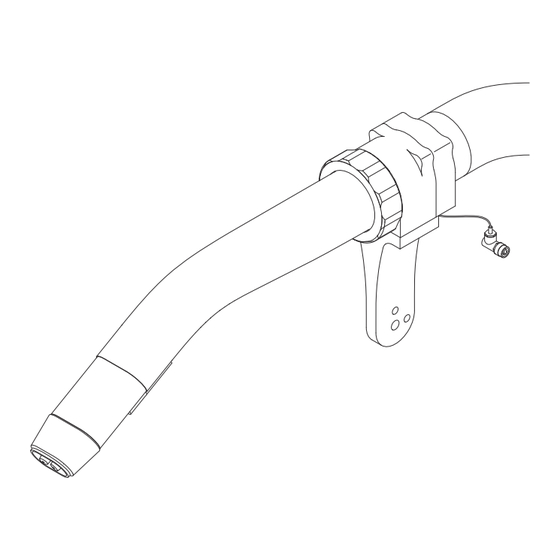
Inbetriebnahme Gerätekonzept Das Roboter-Schlauchpaket Robacta Twin Compact zeichnet sich durch geringe Abmessungen für bestmögliche Zugänglichkeit zu Schweißnähten, geringes Ge- wicht und hohe Temperaturbeständigkeit aus. Durch eine geschlossene Gaslei- tung wird das Gas verlustfrei zum Roboter-Rohrbogen geführt. Zusätzlich ist das Roboter-Schlauchpaket Robacta Twin Compact mit einer separaten Druckluft- Leitung zum Ausblasen des Roboter-Rohrbogens ausgestattet. -
Seite 7: Haltewinkel Montieren (Individuell)
Haltewinkel montieren (Indi- Bohrer / viduell) Drill / Foret / Punta del trapano / Broca / Broca Ø5,8 Reibahle / Reamer / Alésoir / Alesatore / Escariador / Alargador Ø6G7 WICHTIG! Zum Fixieren der eingerichteten Stellung verbohren Sie die Halter mit Ø5,8 mm und reiben mittels einer Reibahle die Bohrung für den Pass-Stift Ø6G7 auf. -
Seite 8: Roboter-Rohrbogen Montieren
Roboter-Rohr- WICHTIG! Gefahr von schweren Sachschäden an Rohrbogen und Schlauchpa- bogen montieren ket. Bei der Montage darauf achten, dass die grau markierten Kontaktflächen ab- solut frei von Verunreinigungen sind. Kontaktflächen gegebenenfalls mit tro- ckener, reduzierter Pressluft reinigen. Rohrbogen unbedingt mit dem angegebenen Drehmoment festziehen. Ist eine Kontaktstelle schadhaft, muss sowohl der Rohrbogen als auch das Schlauchpaket ausgetauscht werden. -
Seite 10: Roboter-Schlauchpaket Anschließen
Nur ausreichend dimensionierte Kabel, Leitungen und Schlauchpakete ver- wenden. HINWEIS! Wassergekühlte Schweißbrenner nie ohne Kühlmittel in Betrieb nehmen. Für hieraus entstandene Schäden haftet Fronius nicht, und sämtliche Gewährleis- tungsansprüche erlöschen. WICHTIG! Mit Fremdluft vermengtes Schutzgas führt zu beeinträchtigten Schweißergebnissen. Schlauchende unbedingt mit dem mitgelieferten Stöpsel abdichten, wenn der Anschluss Brennerausblasen nicht genützt wird... -
Seite 11: Robacta Twin Compact Pro - Bauteile Wechseln
Robacta Twin VORSICHT! Compact Pro - Bauteile wech- Verbrennungsgefahr durch stark erhitzten Schweißbrenner oder heiße seln Kühlflüssigkeit. Schwere Verbrühungen können die Folge sein. ▶ Das Wechseln der Bauteile, sowie das Reinigen und Überprüfen der Kompo- nenten, darf nur im abgekühlten Zustand des Schweißbrenners erfolgen. VORSICHT! Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten. -
Seite 12: Pflege, Wartung Und Entsorgung
Pflege, Wartung und Entsorgung Allgemeines Regelmäßige und vorbeugende Wartung des Schweißbrenners sind wesentliche Faktoren für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Tempe- raturen und starker Verunreinigung ausgesetzt. Daher benötigt der Schweißbren- ner eine häufigere Wartung als andere Komponenten des Schweißsystems. WICHTIG! Vermeiden Sie beim Entfernen von Schweißspritzern Riefen und Krat- zer. -
Seite 13: Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose, Fehlerbehebung Fehlerdiagnose, kein Schweißstrom Fehlerbehebung Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden Ursache: Masseanschluss falsch Behebung: Masseanschluss und Klemme auf Polarität überprüfen Ursache: Stromkabel im Schweißbrenner unterbrochen Behebung: Schweißbrenner tauschen kein Schutzgas alle anderen Funktionen vorhanden Ursache: Gasflasche leer Behebung: Gasflasche wechseln... - Seite 14 schlechte Schweißeigenschaften Ursache: falsche Drahtlegierung oder falscher Drahtdurchmesser Behebung: eingelegte Drahtrolle kontrollieren; Verschweißbarkeit des Grund- Werkstoffes prüfen Ursache: Schutzgas für Drahtlegierung nicht geeignet Behebung: korrektes Schutzgas verwenden Ursache: Ungünstige Schweißbedingungen: Schutzgas verunreinigt (Feuchtig- keit, Luft), mangelhafte Gasabschirmung (Schmelzbad „kocht“, Zug- luft), Verunreinigungen im Werkstück (Rost, Lack, Fett) Behebung: Schweißbedingungen optimieren...
- Seite 15 schlechte Drahtförderung Ursache: Bremse zu fest eingestellt Behebung: Bremse lockerer einstellen Ursache: Bohrung des Kontaktrohres verlegt Behebung: Kontaktrohr austauschen Ursache: Draht-Förderseele im Schweißbrenner defekt Behebung: Draht-Förderseele auf Knicke, Verschmutzung, etc. prüfen Ursache: Draht-Vorschubrollen für verwendete Drahtelektrode nicht geeignet Behebung: passende Draht-Vorschubrollen verwenden Ursache: falscher Anpressdruck der Draht-Vorschubrollen Behebung:...
- Seite 16 Schweißbrenner wird sehr heiß Ursache: Überwurfmutter am Zentralanschluss locker Behebung: Überwurfmutter festziehen Ursache: Schweißbrenner wurde über die maximale Ampereanzahl hinaus be- trieben. Behebung: Schweißleistung herabsetzen oder leistungsfähigeren Schweißbren- ner verwenden Ursache: Schweißbrenner zu schwach dimensioniert Behebung: Einschaltdauer und Belastungsgrenzen beachten Ursache: nur bei Wasserkühlung: Wasserdurchfluss zu gering Behebung:...
- Seite 17 Porosität der Schweißnaht Ursache: Spritzerbildung in der Gasdüse, dadurch unzureichender Gasschutz der Schweißnaht Behebung: Schweißspritzer entfernen Ursache: Löcher im Schutzgas-Schlauch oder ungenaue Anbindung des Schutzgas-Schlauches Behebung: Schutzgas-Schlauch austauschen Ursache: O-Ringe an den Anschlüssen sind zerschnitten oder defekt Behebung: O-Ringe austauschen Ursache: Feuchtigkeit / Kondensat in der Schutzgas-Leitung Behebung:...
-
Seite 18: Technische Daten
Technische Daten Rohrbögen Symbolerklärung: wassergekühlt Einschaltdauer in % max. Schweißstrom in A (M6) mit Kontaktrohr M6 (M8) mit Kontaktrohr M8 Elektrodendurchmesser Ø Spannungsbemessung (V-Peak): für maschinellgeführte Schweißbrenner: 141 V Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7. Robacta 160 Robacta 280 Robacta 300 Robacta 400... - Seite 19 Robacta 5000 Robacta 7000 Rob. 500-M Laser HD/W (Con-Drive) X / I (10 min / [%] / [A] [%] / [A] 40°C) [%] / [A] 100 / 500 100 / 700 100 / 500 100 / 250 M21 (EN 439) X / I (10 min / [%] / [A]...
-
Seite 20: Schlauchpakete
Schlauchpakete Symbolerklärung: wassergekühlt Schlauchpaket-Länge Einschaltdauer in % max. Schweißstrom in A Elektrodendurchmesser Ø geringste Kühlleistung laut Norm IEC 60974-2, abhängig von der Schlauchpaket-Länge Spannungsbemessung (V-Peak): für maschinellgeführte Schweißbrenner: 141 V Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7. Robacta Robacta W/CB-PAP X / I (10 min /... - Seite 21 Robacta Twin Robacta Twin Robacta Twin Compact/Complete X / I (10 min / [%] / [A] [%] / [A] 40°C) [%] / [A] 100 / 900 (2x450) 100 / 720 (2x360) 100 / 900 (2x450) M21 (EN 439) [mm] 0,8 - 1,2 0,8 - 1,2 0,8 - 1,6 Ø...
- Seite 41 Robacta Twin Robacta Twin Robacta Twin Compact/Complete X / I (10 min / [%] / [A] [%] / [A] 40°C) [%] / [A] 100 / 900 (2x450) 100 / 720 (2x360) 100 / 900 (2x450) M21 (EN 439) [mm] 0,8 - 1,2 0,8 - 1,2 0,8 - 1,6 Ø...
- Seite 61 Robacta Twin Robacta Twin Robacta Twin Compact/Complete X / I (10 min / [%] / [A] [%] / [A] 40°C) [%] / [A] 100 / 900 (2x450) 100 / 720 (2x360) 100 / 900 (2x450) M21 (EN 439) [mm] 0,8 - 1,2 0,8 - 1,2 0,8 - 1,6 Ø...