Scheppach Molda 5.0f Originalbetriebsanleitung

Verwandte Anleitungen für Scheppach Molda 5.0f

Inhaltszusammenfassung für Scheppach Molda 5.0f
- Seite 1 Molda 5.0f 1902103901 220-240 V/50 Hz 2,8 kW 1902103902 380-420 V/50 Hz 2,8 kW Tischfräsmaschine Originalbetriebsanleitung Spindle Moulder Translation from original manual Toupie Traduction du manuel original Seite 1...
- Seite 2 Dokumentation 10/2011 Hersteller: Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH Günzburger Straße 69 D-89335 Ichenhausen / BRD Verehrter Kunde, Wir wünschen Ihnen viel Freude und Erfolg beim Arbeiten mit Ihrer neuen Fräsmaschine. HINWEIS: Der Hersteller dieses Gerätes haftet nach dem geltenden Produkthaftungsgesetz nicht für Schäden die an diesem Gerät, oder durch dieses Gerät entstehen bei:...
-
Seite 3: Inhaltsverzeichnis
Inhaltsverzeichnis LLGEMEINE INWEISE ESTIMMUNGSGEMÄßE ERWENDUNG ESTRISIKEN IEFERUMFANG ECHNISCHE ATEN UFSTELLEN UND JUSTIEREN CHUTZ RUCKVORRICHTUNG IEFERUMFANG OGENFRÄS CHUTZKASTEN IEFERUMFANG LEKTRISCHER NSCHLUß „R “ CHALTER FÜR ECHTS INKSLAUF 380-420V / 50H CHALTPLAN 220-240V / 50H CHALTPLAN NBETRIEBNAHME REHZAHLEINSTELLUNG RBEITSHINWEISE ICHTIGES ÜSTEN ERSCHIEDENE INSATZMÖGLICHKEITEN DER RÄSMASCHINE ARTUNG... -
Seite 4: Allgemeine Hinweise
Spätere Reklamationen werden nicht anerkannt. Überprüfen Sie die Sendung auf Vollständigkeit. Verwenden Sie bei Zubehör sowie Verschleiß- und Ersatzteilen nur Original-scheppach- Teile. Ersatzteile erhalten Sie bei Ihrem Scheppach-Fachhändler. Geben Sie bei Bestellungen unsere Artikelnummern sowie Typ und Baujahr des Gerätes an. -
Seite 5: Zapfenschneiden Und Schlitzen
Drehrichtung und Drehzahlauswahl Drehrichtung Gleichlauffräsen ist ein Arbeitsgang der nicht zulässig ist. Arbeitsgang erst beginnen, wenn die volle Drehzahl erreicht ist. Die Motor- und Werkzeugdrehrichtung beachten siehe "Elektrischer Anschluß". Drehzahlauswahl Die am eingesetzten Fräswerkzeug angegebene Höchstdrehzahl darf nicht überschrit- ten/unterschritten werden. -
Seite 6: Restrisiken
Desweiteren können trotz aller getroffener Vorkehrungen nicht offensichtliche Restrisiken bestehen. Restrisiken können minimiert werden, wenn die "Sicherheitshinweise" und die "Bestimmungsgemäße Verwendung", sowie die Bedienungsanweisung insgesamt beachtet werden. Lieferumfang Tischfräsmaschine Molda 5.0f Fräsanschlag komplett mit Schutz- und Andrückvorrichtung Art. Nr. -
Seite 7: Technische Daten
Achtung Bedienungsanweisung lesen! Gehöhrschutz und Schutzbrille tragen Technische Daten Antrieb: Artikelnummer der Maschine 1902103901 1902103902 Elektromotor 220-240/ 50 Hz 380-420 / 50Hz Aufnahmeleistung P1 [kW] Abgabeleistung P2 [kW] Motordrehzahl [1/min] 2800 2800 Betriebsart Nennstrom [A] 12,5 Gewicht Brutto/Netto [kg] Absaugung: Absaugstutzen Ø... - Seite 8 Dokumentation Arbeitsbereich: 1800 x 1150 Baumaße: Gesamtlänge [mm] 1000 Gesamtbreite [mm] 730 Gesamthöhe [mm] 1230 Tischhöhe [mm] 920 Tischlänge [mm] 1000 Tischbreite [mm] 600 Tischöffnung max. Ø [mm] 185 Frässpindel: Spindel ∅ [mm] 30 Spindelbuchsen ∅ [mm] 50 Spindelbuchsen-Höhe [mm] 2x 15, 4x 10, 4x 5, 4x 0,5 Höhenverstellbereich [mm] 100 Spindeldrehzahl...
- Seite 9 Geräuschkennwerte Die nach DIN EN ISO 3746 für den Schalleistungspegel bzw.EN ISO 11202 für den Schalldruckpegel am Arbeitsplatz ermittelten Geräuschemissionswerte betragen unter Zugrundelegung der in ISO 7960 Anhang D aufgeführten Arbeitsbedingungen. Schalleistungspegel in dB Leerlauf L WA = 96.4 dB(A) Bearbeitung L WA = 99.7 dB(A) Schalldruckpegel am Arbeitsplatz in dB Leerlauf L pAeq = 80.5 dB(A) Bearbeitung L pAeq = 83.7 dB(A) Für die genannten Emissionswerte gilt ein Meßunsicherheitszuschlag K=4dB...
-
Seite 10: Aufstellen Und Justieren
Dokumentation Aufstellen und justieren Abb.: „A“ Höhenausgleich Abb. "A" Die Maschine steht auf 4 verstellbaren Gummipuf- fern. Bodenunebenheiten ausgleichen. Die unteren Sechskantmuttern mittels Schlüssel lösen und die Gummipuffer entsprechend ein- und ausdrehen. Die Sechskantmuttern wieder anziehen.(kontern) Achtung! Maschine unbedingt mittels Wasserwaage ausrichten. Bei entfernten Gummipuffern kann die Maschine durch die Gewinde-Bohrungen am Boden verschraubt wer- den. -
Seite 11: Elektrischer Anschluß
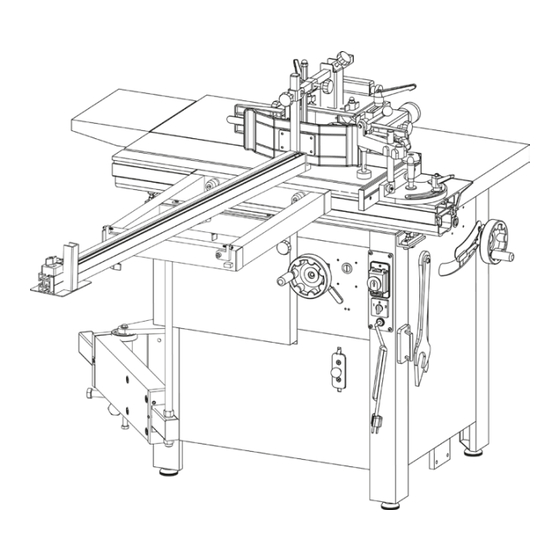
Abb.: „D“ Kompletter Bogenfräsanschlag auf Maschinentisch montieren: Bogenfräsanschlag (Zubehör) • Zuerst die Verstelleinrichtung für den Bogenfräs- anschlag am Schutzkasten befestigen. • Anschließend diese Einheit mit je 3 Sechskant- schrauben und Scheiben auf die Tischplatte mon- tieren. Bogenanschlagplatten Die Bogenanschlagplatte R 90 ist montiert. ... -
Seite 12: Schalter Für „Rechts-Linkslauf
Dokumentation Schalter für „Rechts-Linkslauf“ Mit Hilfe des Drehrichtungsschalters kann die Spindel auf Rechtslauf umgeschaltet werden. Um die Drehrichtung „rechts“ umzuschalten, muss der Schiebeschalter nach rechts geschoben werden. Die Drehzahlanzeigelampen zeigen die eingestellte Drehzahl an. Am Betriebsschalter den grünen Drucktaster drücken, die Frässpindel läuft an. ... - Seite 13 Betriebsart / Einschaltdauer Der Elektromotor ist für Betriebsart S 6 - 40 % demissioniert. S6 = Durchlaufbetrieb mit Aussetzbelastung 40% = Bezogen auf 10 min. 4min. Belastung; 6min. Leerlaufbetrieb Bei Überlastung des Motors schaltet dieser selbsttätig ab, da ein Wicklungsthermostat in der Moto- renwicklung eingelassen ist.
-
Seite 14: Schaltplan 380-420V / 50Hz
Dokumentation Schaltplan 380-420V / 50Hz Seite 14 9321 8061... -
Seite 15: Schaltplan 220-240V / 50Hz
Schaltplan 220-240V / 50Hz Seite 15... -
Seite 16: Inbetriebnahme
Dokumentation Inbetriebnahme Sämtliche Schutz- und Hilfseinrichtungen müssen montiert sein. Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor durchführen. Stillstand des rotierenden Werkzeuges abwarten, danach Netzstecker ziehen. Abb.„G“ Fräswerkzeug und Einlegering Abb. "G" Beachten Sie die Einsatzmöglichkeiten verschiede- ner Fräswerkzeuge. - Seite 17 Bogenfräsanschlag Abb. „I“ Abb. „I“ (Sonderzubehör) Einsatz der Bogenanschlagplatten Fräswerkzeug Ø Bogenanschlagplatte Ø100 - 120 mm R 60 mm bis Ø140 mm R 90 mm Die korrekte Einstellung des Bogenfräsanschlages erfolgt gemäß dem Durchmesser des Fräswerkzeuges, sowie der Dicke des zu bearbeiteten Werkstückes und der gewünschten Frästiefe.
-
Seite 18: Drehzahleinstellung
Dokumentation Abb."K" Abb."K" Schleifarbeiten Bei Schleifarbeiten mit den Schleifwalzen (Sonder- zubehör Art.Nr. 7930 3500 oder 7930 3000) wird die Bogenfrässchutzeinrichtung (Lieferumfang) als Ab- deckung eingesetzt. Die Bogenfräsanschlagplatte wird dabei nicht benötigt und muß herausgenommen werden. Abb. "L" Drehzahleinstellung Abb. "L" Beachten Sie die auf dem Fräswerkzeug angegebene max. -
Seite 19: Frässpindel-Verstellung
Abb. "M" Frässpindel-Verstellung Abb. "M" !! Achtung !! Die Verstellung der Frässpindel darf nur bei ausgeschaltetem Motor und Stillstand des Fräswerkzeuges erfolgen! Spindelhöhenverstellung: 100 mm Die Höhenverstellung erfolgt über das Handrad (1). Am Klemmgriff (2) die Spindelbremse lösen und die Höhenverstellung mit dem Handrad vornehmen. -
Seite 20: Arbeitshinweise
Dokumentation Arbeitshinweise Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor und Stillstand des Fräswerkzeuges durchführen. Maschine gegen unbeabsichtigtes Einschalten sichern! Netzstecker ziehen! Abb. "O" Werkstückführung Abb. "O" Die Werkstück-Vorschubrichtung ist grundsätzlich von der Motor-Drehrichtung abhängig. Bei Motor-Drehrichtung “links” ist die Werkstück- Vorschubrichtung von “rechts”... -
Seite 21: Richtiges Rüsten
Abb. “Q” Führungsleiste einsetzen Die Führungsleiste (1) wird bei kurzen Werkstücken zur sicheren Überbrückung des Fräsanschlagabstan- des in der richtigen Höhe in den Fräsanschlag einge- setzt. Mit den beiden Absteckbolzen (2) werden die füh- rungsleisten gesichert. Richtiges Rüsten Die Voraussetzung für sicheres Arbeiten! Auswahl des Fräswerkzeuges und passenden Einlegeringes. -
Seite 22: Verschiedene Einsatzmöglichkeiten Der Fräsmaschine
Dokumentation Motor ausschalten und Netzstecker ziehen. Fräswerkzeug auswechseln! Die Spindelmutter mit den beiden Einmaulschlüsseln SW 41 kräftig anziehen. bei Werkzeugwechsel das Fräswerkzeug nur mit Handschuhen berühren; Verletzungs- gefahr! Fräswerkzeug und Schutzeinrichtungen einstellen (siehe Kapitel: Richtiges Rüsten) Wendeschalter – Drehrichtung wählen Den Motor wieder einschalten. -
Seite 23: Einsetzfräsen
Frästisch mit Rastebolzen feststellen. Abb. „U“ Einsetzfräsen Abb.: “U” Frästisch mit Rastbolzen feststellen. Bei Einsetzarbeiten muß der Fräsanschlag (1) mit dem Einsetzanschlag (2) verwendet werden. Tischverlängerung: (Sonderzubehör) Das Fräswerkzeug durch Schutz- und Druckvorrichtung verdecken. Werkstück (3) an der Rückschlagsicherung (2) anlegen, einschwenken und vorschieben. - Seite 24 Dokumentation Einsatzmöglichkeiten ver- Fig. 1 schiedener Fräswerkzeuge Falzarbeit mit Sicherheits- fräskopf „ “ – gerade Mes- ser - verschiedene Spindel- buchsen “ “ für Grobeinstel- lung. Werkzeug in Tischplatte „ “ versenkt angeordnet. Fig. 2 2 Sicherheitsfräskopf „ “ und gleiche Werkzeuganordnung wie 1 bei Fräsung einer Fe- der.
- Seite 25 „J“ Nutfräser oben angeord- Fig. 7 net mit Spindelbuchsen „ “ und eingelegtem Spindelring „ “ zum Fräsen einer Nut. Nutfräser „ “ paarweise an- geordnet mit Spindelbuchsen Fig. 8 „ “ und Zwischenringen „ “ zur Fräsung einer Feder. Spindelring „...
- Seite 26 Dokumentation Holzverbindungen Seite 26 9321 8061...
-
Seite 27: Wartung
Reparatur- und Wartungsarbeiten sofort wieder montiert werden. Die Maschinentische immer harzfrei halten. Sie erhalten bei Ihrem Scheppach-Fachhändler Pharmol Harzentferner Konzentrat Art Nr. 6100 9700. Die Verstellspindel der Höhenverstellung, deren Lagerung sowie die Triebwelle gelegentlich reini- gen und ölen. -
Seite 28: Fehlersuche
Dokumentation Fehlersuche Netzstecker ziehen. Zum Beheben von Störungen die Maschine abschalten. Werkstück wird unsauber Ursache Abhilfe Stumpfes Werkzeug Werkzeug austauschen Falsche Drehzahl Drehzahleinstellung nach Bedienungsanweisung Schlechte Holzqualität Gutes Holz ohne Äste verarbeiten Falsche Drehrichtung Wendeschalter umschalten Motordrehrichtung falsch Ursache Abhilfe Linksdrehendes Netz Polarität des Hauptschalters tauschen ( siehe Kapitel Drehrichtungsänderung) -
Seite 29: Eg-Konformitätserklärung
EG-Konformitätserklärung Hiermit erklären wir, Scheppach Fabrikation für Holzbearbeitungsmaschinen GmbH Günzburger Str. 69, D-89335 Ichenhausen Daß die nachfolgend bezeichnete Maschine aufgrund ihrer Konstruktion und Bauart sowie in der von uns in Verkehr gebrachten Ausführung den einschlägige Bestimmungen nachstehender EG- Richtlinien entspricht. - Seite 59 Molda 5.0f 1902103901 220-240 V/50 Hz 2,8 kW 1902103902 380-420 V/50 Hz 2,8 kW Toupie Seite 59...
- Seite 96 191 192 187 188 201 202 203 199 200 221 222 223 224 226 227...
- Seite 98 267 268 269 270 271 272 285 286 274 275 287 288 289...
- Seite 99 316 317...
- Seite 100 Achtung! Fräsanschlag in der Maschine. Deckel wieder anschrauben! Attention! Guide protecteur dans la machine. Revisser le couvercle! Attention! Fence system in the machine Screw the cover back! Achtung! Schrauben für den Fräsanschlag im Spindelkasten Attention! Les vis de fixation pour guide protecteur de toupie se trouvent dans le fût de la toupie Attention!