ESAB A6 Mastertrac Betriebsanweisung
Vorschau ausblenden
Andere Handbücher für A6 Mastertrac:
- Betriebsanweisung (42 Seiten) ,
- Betriebsanleitung (22 Seiten) ,
- Betriebsanweisung (26 Seiten)
Inhaltsverzeichnis
Quicklinks
A6 Mastertrac
A6 TFE1/A6 TFE2/A6 TGE1
101103105107109111102021110025108024042106023061104022041100020040060001
Bruksanvisning
Brugsanvisning
Bruksanvisning
Käyttöohjeet
Instruction manual
Betriebsanweisung
0456 503 001 2004- -12- -02
Manuel d'instructions
Gebruiksaanwijzing
Instrucciones de uso
Istruzioni per l'uso
Manual de instruções
Ïäçãßåò ÷ñÞóåùò
Valid for serial no. 725- -xxx- -xxxx
Inhaltsverzeichnis

Verwandte Anleitungen für ESAB A6 Mastertrac








Inhaltszusammenfassung für ESAB A6 Mastertrac
- Seite 1 A6 Mastertrac A6 TFE1/A6 TFE2/A6 TGE1 101103105107109111102021110025108024042106023061104022041100020040060001 Bruksanvisning Manuel d’instructions Brugsanvisning Gebruiksaanwijzing Bruksanvisning Instrucciones de uso Käyttöohjeet Istruzioni per l’uso Instruction manual Manual de instruções Betriebsanweisung Ïäçãßåò ÷ñÞóåùò 0456 503 001 2004- -12- -02 Valid for serial no. 725- -xxx- -xxxx...
- Seite 2 SVENSKA ..........DANSK .
- Seite 3 FÖRSÄKRAN OM ÖVERENSSTÄMMELSE Esab Welding Equipment AB, 695 81 Laxå, Sweden, försäkrar under eget ansvar att svetsautomat A6 TFE1/TFE2/TGE1 från serienummer 725 är i överensstämmelse med standard EN 60292 enligt villkoren i direktiv 89/392/EEG med tillägg. -------------------------------------------------------------------------------------------------------------------------------------- OVERENSSTEMMELSEERKLÆRING Esab Welding Equipment AB, 695 81 Laxå, Sweden garanterer under eget ansvar, at svejseautomat A6 TFE1/TFE2/TGE1 fra serienummer 725 er i overensstemmelse med standard EN 60292 ifølge betingelserne i direktiv 89/392/EEC med tillægg.
-
Seite 4: Dichiarazione Di Conformita
-------------------------------------------------------------------------------------------------------------------------------------- DECLARAÇÃO DE CONFORMIDADE Esab Welding Equipment AB, 695 81 Laxå Sweden, certifica, sob a sua própria res- ponsabilidade que, a equipamento automático para soldadura A6 TFE1/TFE2/TGE1 desde número de série 725 está em conformidade com a norma EN 60292, segun- do os requisitos constantes na directiva 89/392/EEC e com o suplemento. -
Seite 5: Inhaltsverzeichnis
DEUTSCH 1 SICHERHEIT ............2 EINFÜHRUNG . -
Seite 6: Sicherheit
SICHERHEIT Der Anwender einer ESAB--Schweißausrüstung ist für die Sicherheitsmaßnahmen verant- wortlich, die für das Personal gelten, das mit der Anlage oder in deren Nähe arbeitet. Die Si- cherheitsmaßnahmen sollen den Anforderungen entsprechen, die an der Schweißausrüstung gestellt werden. Der Inhalt dieser Empfehlung kann als eine Ergänzung der normalen Vor- schriften für den Arbeitsplatz betrachtet werden. - Seite 7 WARNUNG BEIM LICHTBOGENSCHWEISSEN UND LICHTBOGENSCHNEIDEN KANN IHNEN UND ANDE- REN SCHADEN ZUGEFÜGT WERDEN. DESHALB MÜSSEN SIE BEI DIESEN ARBEITEN BESON- DERS VORSICHTIG SEIN. BEFOLGEN SIE DIE SICHERHEITSVORSCHRIFTEN IHRES ARBEIT- GE- -BERS, DIE SICH AUF DEN WARNUNGSTEXT DES HERSTELLERS BEZIEHEN. ELEKTRISCHER SCHLAG - - Es besteht Lebensgefahr. Die Schweißausrüstung gemäß...
-
Seite 8: Einführung
Process Controller (PEH) von Esab verwendet. Die Speisespannung für die Bedienungseinheit und die Motoren der Schweißauto- maten wird von den Schweißstromquellen LAF bzw. TAF von ESAB geliefert. Die Position des Schweißkopfes kann in horizontaler und vertikaler Richtung mit den Linealschlitten eingestellt werden. Die Winkelbewegung wird mit dem Winkelschlitten eingestellt. -
Seite 9: Schweißmethode
Schweißmethode U- - P- - Schweißen Für das U--P--Schweißen wird stets A6 Mastertrac vom Typ A6 TF verwendet, von dem mehrere verschiedene Ausführungen erhältlich sind: UP Light duty UP light duty mit einer Kontaktvorrichtung Ø 20 mm, die eine Belastung von bis zu 800 A (100 %) bzw. -
Seite 10: Ausrüstung
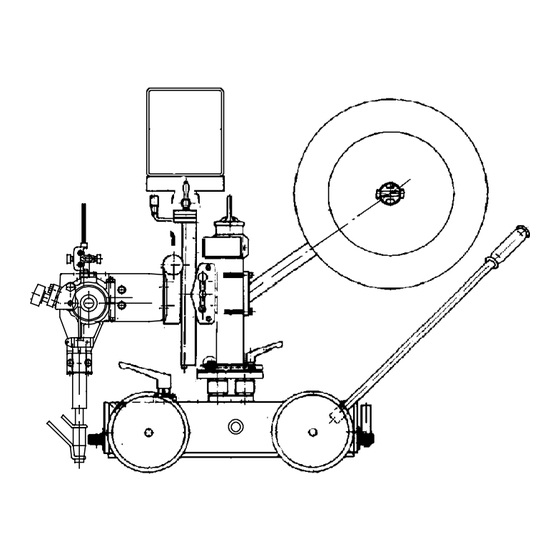
Ausrüstung Zu einem kompletten Schweißkopf gehören ein Zuführungsmotor (A6 VEC) für die Zufuhr des Drahtes und eine Kontaktausrüstung, die den Draht mit Strom versieht und guten Kontakt bietet. Kontaktausrüstungen sind in mehreren verschiedenen Ausführungen erhältlich. A6 TF wird für das U--P--Schweißen verwendet. A6 TG wird für das MIG/MAG--Schweißen verwendet. - Seite 11 Beispiel für ein Gerät A6 SFE1C, das auf A6 Mastertrac aufgesetzt werden kann 1. Richtrollenvorrichtung 2. Kontaktausrüstung, die aus Kontaktdüse, Kontaktvorrichtung und Pulverrohr besteht 3. Schlitten (mit Motorantrieb) 4. Motor mit Getriebe (A6 VEC) 5. Pulverbehälter (1 l) Anschlußanleitung für das U--P-- bzw. MIG/MAG--Schweißen siehe Seite 97.
-
Seite 12: Installation
Schweißautomaten ist bei der Lieferung bereits durchgeführt. Für weitere Information siehe die Gebrauchsanweisung für den A2--A6 Process Controller (PEH). A6 Mastertrac gemäß den folgenden Plänen anschließen. 3.2.2 Unter- - Pulver- - Schweissen (UP) Bedienungskabel (7) zwischen Schweißstromquelle (8) und Bedienungseinheit PEH (2) anschließen. - Seite 13 3.2.3 Gas- -Lichtbogenschweissen (MIG/MAG) Bedienungskabel (7) zwischen Schweißstromquelle (8) und Bedienungseinheit PEH (2) anschließen. Rückleiter (11) zwischen Schweißstromquelle (8) und Werkstück (9) anschließen. Schweißkabel (10) zwischen Schweißstromquelle (8) und Schweißautomat (1) anschließen. Gasschlauch (5) zwischen Reduzierventil (6) und dem Gasventil (13) des Schweißautomaten anschließen.
-
Seite 14: Betrieb
BETRIEB Allgemeines Allgemeine Sicherheitsvorschriften für die Handhabung dieser Ausrüstung fin- den Sie auf Seite 91. Die Vorschriften vor Anwendung der Ausrüstung bitte le- sen! Drahttyp und Schweißpulver oder Schutzgas so wählen, daß das Eigenschweißgut im Hinblick auf die Analyse im großen und ganzen mit dem Grundwerkstoff übereinstimmt. - Seite 15 U- - P MIG/MAG Kontrollieren, daß Zuführungsrolle (1) und Kontaktbacken bzw. Kontaktdüsen (3) die richtige Größe für die gewählte Drahtabmessung haben. Das Drahtende durch die Richtrollenvorrichtung (2) hindurchziehen. Bei einem Draht von über 2 mm Durchmesser: 0,5 m des Drahtes strecken und von Hand durch die Richtrollenvorrichtung hindurchführen.
- Seite 16 Auswechseln der Zuführungsrolle Einfachdraht Die Räder (3) und (4) lösen. Das Handrad (2) lösen. Die Zuführungsrolle (1) auswechseln. Die Rollen sind mit der jeweiligen Drahtabmessung gekennzeichnet. Doppeldraht (Twin arc) Die Zuführungsrolle (1) mit doppelten Nuten auf dieselbe Weise wie beim Einfachdraht auswechseln. ACHTUNG! Auch die Druckrolle (5) auswechseln.
- Seite 17 Für Einfachdraht 3,0-6,0 mm. Heavy duty (D35) Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35 mit Kontaktbacken (2) verwenden. Die eine Kontaktbacke mit den beiliegenden M5--Schrauben an der festen Kontaktvorrichtung (a) anbringen. Die andere Kontaktbacke an der losen Hälfte der geteilten Kontaktvorrichtung (b) unter der Schraube (8) montieren und stumpf anziehen, so daß...
- Seite 18 Für Doppeldraht 2 x 1,2-2,0 mm, Light Twin (D35) (Zubehör) Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35 mit Twinadapter (9) und 2 St. Kontaktdüsen (2) (M6--Gewinde) sowie eine separate Dünndrahtrichtvorrichtung (4) mit zwei Führungsrohren (6) verwenden. Für Doppeldraht < 1,6 mm wird je eine Führungsspirale verwendet, die in das jeweilige Führungsrohr eingesetzt wird.
-
Seite 19: Einfüllen Des Schweißpulvers (Unter--Pulver--Schweißen)
Für Einfachdraht < 1,6 mm (D35) Richtrollenvorrichtung (3), Kontaktvorrichtung (1) D35 mit Kontaktdüse (2) (M12--Gewinde), Dünndrahtrichtvorrichtung (4) mit Führungsrohr (6) und einer Führungsspirale verwenden, die in das Führungsrohr (6) eingesetzt wird. Klemmplatte (7) mit Führungsrohr (6) in der M12--Bohrung der Standard--Richtrollenvorrichtung (3) montieren. -
Seite 20: Wartung
WARTUNG Allgemein ACHTUNG! Vor Wartung aller Art, kontrollieren, daß die Netzspannung ausgeschaltet ist. Für Wartung der Bedieneinheit A2--A6 Process Controller (PEH), siehe die Bedienungsanleitung. Täglich Die beweglichen Teile des Schweißautomaten von Schweißpulver und Staub freihalten. Kontrollieren, ob die Kontaktdüse und sämtliche elektr. Leitungen angeschlossen sind. -
Seite 21: Fehlersuche
Ursache 3.2 Schweißleitungen sind unterdimensioniert. Maßnahme Größere Leitung oder parallele Leitungen verwenden. ERSATZTEILBESTELLUNG Ersatzteile werden durch Ihren nächsten ESAB--Vertreter bestellt, siehe letzte Seite dieses Dokuments. Bei der Bestellung von Ersatzteilen sind Maschinentyp, Serien- nummer sowie Bezeichnung und Ersatzteilnummer lt. Ersatzteilverzeichnis auf Seite 215 anzugeben. - Seite 22 ESAB subsidiaries and representative offices Europe NORWAY Asia/Pacific Representative offices AS ESAB AUSTRIA BULGARIA CHINA Larvik ESAB Ges.m.b.H ESAB Representative Office Shanghai ESAB A/P Tel: +47 33 12 10 00 Vienna- -Liesing Sofia Shanghai Fax: +47 33 11 52 03...