Inhaltsverzeichnis
Fehlerbehebung

Verwandte Anleitungen für Fronius TransTig 2200 Comfort











Inhaltszusammenfassung für Fronius TransTig 2200 Comfort
- Seite 1 Operating Instructions TransTig 2200 / 2500 Comfort TransTig 3000 / 4000 Comfort TransTig 5000 Comfort MagicWave 2200 / 2500 Comfort MagicWave 3000 / 4000 Comfort MagicWave 5000 Comfort Bedienungsanleitung 42,0426,0063,DE 024-15062023...
-
Seite 3: Inhaltsverzeichnis
Inhaltsverzeichnis Sicherheitsvorschriften Erklärung Sicherheitshinweise Allgemeines Bestimmungsgemäße Verwendung Umgebungsbedingungen Verpflichtungen des Betreibers Verpflichtungen des Personals Netzanschluss Selbst- und Personenschutz Angaben zu Geräuschemissions-Werten Gefahr durch schädliche Gase und Dämpfe Gefahr durch Funkenflug Gefahren durch Netz- und Schweißstrom Vagabundierende Schweißströme EMV Geräte-Klassifizierungen EMV-Maßnahmen EMF-Maßnahmen Besondere Gefahrenstellen Anforderung an das Schutzgas... - Seite 4 Installation und Inbetriebnahme Mindestausstattung für den Schweißbetrieb Allgemeines WIG AC Schweißen WIG DC Schweißen WIG-Schweißen automatisiert Stabelektroden-Schweißen Vor Installation und Inbetriebnahme Sicherheit Bestimmungsgemäße Verwendung Aufstellbestimmungen Netzanschluss Inbetriebnahme Sicherheit Anmerkungen zum Kühlgerät Allgemeines Gasflasche anschließen Masseverbindung zum Werkstück herstellen Schweißbrenner anschließen Schweißbetrieb WIG-Betriebsarten Sicherheit...
- Seite 5 Job-Schweißen Sicherheit Schweißparameter: Anzeige und Navigation Schweißparameter bei WIG Schweißparameter bei Stabelektroden Vorbereitung Job-Schweißen Job-Schweißen beenden Einstellungen als Job speichern Allgemeines Vorbereitung Einstellungen als Job speichern Job speichern beenden Setup Einstellungen Das Setup-Menü Allgemeines Übersicht WIG-Setup In das WIG-Setup einsteigen Parameter ändern WIG-Setup verlassen Parameter im WIG-Setup...
- Seite 6 Parameter im Stabelektroden-Setup Stabelektr.-Setup 2nd (Stabelektroden Setup 2nd) In das Stabelektroden-Setup 2nd einsteigen Parameter ändern Stabelektroden-Setup 2nd verlassen Parameter im Stabelektroden-Setup 2nd AC-Setup (für Stabelektroden) Allgemeines In das AC-Setup einsteigen Parameter ändern AC-Setup verlassen Parameter im AC-Setup Allgemeines In das Job Setup-Menü einsteigen Speichern / Abrufen Übersicht Job optimieren...
- Seite 7 MagicWave 2500 Comfort MV MagicWave 3000 Comfort MV MagicWave 4000 Comfort MagicWave 4000 Comfort MV MagicWave 5000 Comfort MagicWave 5000 Comfort MV TransTig 2200 Comfort TransTig 2500 Comfort TransTig 3000 Comfort TransTig 2500 Comfort MV TransTig 3000 Comfort MV TransTig 4000 Comfort...
-
Seite 8: Sicherheitsvorschriften
Sicherheitsvorschriften Erklärung Si- GEFAHR! cherheitshinwei- Bezeichnet eine unmittelbar drohende Gefahr. ▶ Wenn sie nicht gemieden wird, sind Tod oder schwerste Verletzungen die Fol- WARNUNG! Bezeichnet eine möglicherweise gefährliche Situation. ▶ Wenn sie nicht gemieden wird, können Tod und schwerste Verletzungen die Folge sein. -
Seite 9: Bestimmungsgemäße Verwendung
Bestimmungs- Das Gerät ist ausschließlich für Arbeiten im Sinne der bestimmungsgemäßen gemäße Verwen- Verwendung zu benutzen. dung Das Gerät ist ausschließlich für die am Leistungsschild angegebenen Schweißver- fahren bestimmt. Eine andere oder darüber hinaus gehende Benutzung gilt als nicht bestimmungs- gemäß. -
Seite 10: Verpflichtungen Des Personals
Verpflichtungen Alle Personen, die mit Arbeiten am Gerät beauftragt sind, verpflichten sich, vor des Personals Arbeitsbeginn die grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhütung zu befolgen diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvorschrif- ten“ zu lesen und durch ihre Unterschrift zu bestätigen, dass sie diese ver- standen haben und befolgen werden. -
Seite 11: Angaben Zu Geräuschemissions-Werten
Personen, vor allem Kinder, während des Betriebes von den Geräten und dem Schweißprozess fernhalten. Befinden sich dennoch Personen in der Nähe diese über alle Gefahren (Blendgefahr durch Lichtbogen, Verletzungsgefahr durch Funkenflug, gesundheitsschädlicher Schweißrauch, Lärmbelastung, mögliche Gefährdung durch Netz- oder Schweißstrom, ...) unterrichten, geeignete Schutzmittel zur Verfügung stellen oder geeignete Schutzwände und -Vorhänge aufbauen. -
Seite 12: Gefahr Durch Funkenflug
Entzündliche Dämpfe (beispielsweise Lösungsmittel-Dämpfe) vom Strahlungsbe- reich des Lichtbogens fernhalten. Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasversor- gung schließen. Gefahr durch Funkenflug kann Brände und Explosionen auslösen. Funkenflug Niemals in der Nähe brennbarer Materialien schweißen. Brennbare Materialien müssen mindestens 11 Meter (36 ft. 1.07 in.) vom Lichtbo- gen entfernt sein oder mit einer geprüften Abdeckung zugedeckt werden. -
Seite 13: Vagabundierende Schweißströme
Netz- und Gerätezuleitung regelmäßig von einer Elektro-Fachkraft auf Funkti- onstüchtigkeit des Schutzleiters überprüfen lassen. Geräte der Schutzklasse I benötigen für den ordnungsgemäßen Betrieb ein Netz mit Schutzleiter und ein Stecksystem mit Schutzleiter-Kontakt. Ein Betrieb des Gerätes an einem Netz ohne Schutzleiter und an einer Steckdose ohne Schutzleiter-Kontakt ist nur zulässig, wenn alle nationalen Bestimmungen zur Schutztrennung eingehalten werden. -
Seite 14: Emv-Maßnahmen
Geräte der Emissionsklasse B: erfüllen die Emissionsanforderungen für Wohn- und Industriegebiete. Dies gilt auch für Wohngebiete, in denen die Energieversorgung aus dem öffentli- chen Niederspannungsnetz erfolgt. EMV Geräte-Klassifizierung gemäß Leistungsschild oder technischen Daten. EMV-Maßnah- In besonderen Fällen können trotz Einhaltung der genormten Emissions-Grenz- werte Beeinflussungen für das vorgesehene Anwendungsgebiet auftreten (z.B. -
Seite 15: Besondere Gefahrenstellen
Besondere Ge- Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen fernhal- fahrenstellen ten, wie zum Beispiel: Ventilatoren Zahnrädern Rollen Wellen Drahtspulen und Schweißdrähten Nicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antriebstei- le greifen. Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und Repa- raturarbeiten geöffnet / entfernt werden. -
Seite 16: Anforderung An Das Schutzgas
belstapler oder anderen mechanischen Hebewerkzeugen, ist der Tragegurt nicht geeignet. Alle Anschlagmittel (Gurte, Schnallen, Ketten, ...) welche im Zusammenhang mit dem Gerät oder seinen Komponenten verwendet werden, sind regelmäßig zu überprüfen (beispielsweise auf mechanische Beschädigungen, Korrosion oder Veränderungen durch andere Umwelteinflüsse). Prüfintervall und Prüfumfang haben mindestens den jeweils gültigen nationalen Normen und Richtlinien zu entsprechen. -
Seite 17: Gefahr Durch Austretendes Schutzgas
Gefahr durch Erstickungsgefahr durch unkontrolliert austretendes Schutzgas austretendes Schutzgas ist farb- und geruchlos und kann bei Austritt den Sauerstoff in der Schutzgas Umgebungsluft verdrängen. Für ausreichend Frischluft-Zufuhr sorgen - Durchlüftungsrate von mindes- tens 20 m³ / Stunde Sicherheits- und Wartungshinweise der Schutzgas-Flasche oder der Haupt- gasversorgung beachten Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasver- sorgung schließen. -
Seite 18: Inbetriebnahme, Wartung Und Instandsetzung
Vor Einschalten des Gerätes sicherstellen, dass niemand gefährdet werden kann. Das Gerät mindestens einmal pro Woche auf äußerlich erkennbare Schäden und Funktionstüchtigkeit der Sicherheitseinrichtungen überprüfen. Schutzgas-Flasche immer gut befestigen und bei Krantransport vorher abneh- men. Nur das Original-Kühlmittel des Herstellers ist auf Grund seiner Eigenschaften (elektrische Leitfähigkeit, Frostschutz, Werkstoff-Verträglichkeit, Brennbar- keit, ...) für den Einsatz in unseren Geräten geeignet. -
Seite 19: Entsorgung
Niederspannungs- und Elektromagnetischen Verträglichkeits-Richtlinie (z.B. re- levante Produktnormen der Normenreihe EN 60 974). Fronius International GmbH erklärt, dass das Gerät der Richtlinie 2014/53/EU entspricht. Der vollständige Text der EU-Konformitätserklärung ist unter der fol- genden Internet-Adresse verfügbar: http://www.fronius.com Mit dem CSA-Prüfzeichen gekennzeichnete Geräte erfüllen die Anforderungen der relevanten Normen für Kanada und USA. -
Seite 21: Allgemeine Informationen
Allgemeine Informationen... -
Seite 23: Allgemeines
Allgemeines Gerätekonzept Die WIG-Stromquellen MagicWave (MW) 2200 / 2500 / 3000 / 4000 / 5000 Comfort sowie TransTig (TT) 2200 / 2500 / 3000 / 4000 / 5000 Comfort sind vollkommen digitalisier- te, mikroprozessorgesteuerte Inverter- Stromquellen. Modulares Design und einfache Möglichkeit zur Systemerweiterung gewährleisten hohe Flexibilität. -
Seite 24: Systemkomponenten
Systemkomponenten Allgemeines Die Stromquellen TransTig und MagicWave können mit zahlreichen Systemerwei- terungen und Optionen betrieben werden. Übersicht (10) (11) Systemerweiterungen und Optionen Bezeichnung WIG Roboter-Schweißbrenner Kaltdraht-Zuführungen mit Drahtantrieb Stromquellen Kühlgeräte Fahrwagen mit Gasflaschen-Halterung Fuß-Fernbedienungen Kaltdraht-Vorschübe WIG-Schweißbrenner Standard / Up/Down WIG-Schweißbrenner JobMaster TIG Fernbedienungen und Roboter-Zubehör (10) Massekabel... -
Seite 25: Bedienelemente Und Anschlüsse
Bedienelemente und Anschlüsse... -
Seite 27: Beschreibung Der Bedienpanele
Beschreibung der Bedienpanele Allgemeines HINWEIS! Auf Grund von Software-Aktualisierungen können Funktionen an Ihrem Gerät verfügbar sein, die in dieser Bedienungsanleitung nicht beschrieben sind oder umgekehrt. Zudem können sich einzelne Abbildungen geringfügig von den Bedienelementen an Ihrem Gerät unterscheiden. Die Funktionsweise dieser Bedienelemente ist je- doch identisch. - Seite 28 Funktion Anzeige Kaltdraht-Vorschub leuchtet bei angeschlossenem Kaltdraht-Vorschub Display Anzeige Heften leuchtet, wenn der Setup-Parameter tAC auf eine Zeit- dauer eingestellt wurde Anzeige Elektrode überlastet leuchtet bei einer Überbelastung der Wolframelektrode Weitere Informationen zur Anzeige Elektrode überlastet befinden sich im Kapitel Schweißbetrieb, Abschnitt WIG- Schweißen.
-
Seite 29: Bedienpaneltranstig Comfort
Funktion 4-Takt Betrieb Stabelektroden-Schweißen Bei ausgewähltem Betriebsart leuchtet die LED am entsprechenden Symbol. (11) Taste Gasprüfen zum Einstellen der benötigten Schutzgas-Menge am Druckminderer Nach Drücken der Taste Gasprüfen strömt für 30 s Schutzgas aus. Durch erneutes Drücken wird der Vorgang vorzeitig beendet. (12) Einstellrad Einstellrad drehen: Parameter auswählen... - Seite 30 Funktion Anzeige Kaltdraht-Vorschub leuchtet bei angeschlossenem Kaltdraht-Vorschub Display Anzeige Heften leuchtet, wenn der Setup-Parameter tAC auf eine Zeit- dauer eingestellt wurde Anzeige Elektrode überlastet leuchtet bei einer Überbelastung der Wolframelektrode Weitere Informationen zur Anzeige Elektrode überlastet befinden sich im Kapitel Schweißbetrieb, Abschnitt WIG- Schweißen.
-
Seite 31: Anschlüsse, Schalter Und Mechanische Komponenten
Anschlüsse, Schalter und mechanische Kompo- nenten MagicWave 2200 Comfort MagicWave 2200 Comfort - Vorderseite MagicWave 2200 Comfort - Rückseite Funktion Anschluss Schweißbrenner zum Anschließen: des WIG-Schweißbrenners des Elektrodenkabels beim Stabelektroden-Schweißen Anschluss LocalNet Standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbe- dienung, Schweißbrenner JobMaster TIG, etc.) Tragegriff Anschluss Brennersteuerung zum Anschließen des Steuersteckers eines konventionellen... -
Seite 32: Magicwave2500 / 3000 Comfort
MagicWave 2500 / 3000 Comfort MagicWave 2500 / 3000 Comfort - Vorderseite MagicWave 2500 / 3000 Comfort - Rückseite Funktion Anschluss Massekabel zum Anschließen des Massekabels Anschluss LocalNet Standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbe- dienung, Schweißbrenner JobMaster TIG, etc.) Tragegriff Anschluss Brennersteuerung zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners... -
Seite 33: Magicwave2500 / 3000 Job
MagicWave 2500 / 3000 Job MagicWave 2500 / 3000 Job - Vorderseite MagicWave 2500 / 3000 Job - Rückseite Funktion Anschluss Massekabel zum Anschließen des Massekabels Anschluss LocalNet Standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbe- dienung, Schweißbrenner JobMaster TIG, etc.) Tragegriff Anschluss Brennersteuerung zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners... -
Seite 34: Magicwave4000 / 5000 Comfort
MagicWave 4000 / 5000 Comfort MagicWave 4000 MagicWave 4000 / 5000 Comfort - Vorderseite MagicWave 4000 / 5000 Comfort - Rückseite Funktion Netzschalter zum Ein- und Ausschalten der Stromquelle Anschluss Schweißbrenner zum Anschließen des WIG-Schweißbrenners Anschluss Elektrodenhalter zum Anschließen des Elektrodenkabels beim Stabelektroden-Schweißen Anschluss Brennersteuerung zum Anschließen des Steuersteckers eines konventionellen Schweißbrenners... -
Seite 35: Transtig2200 Comfort
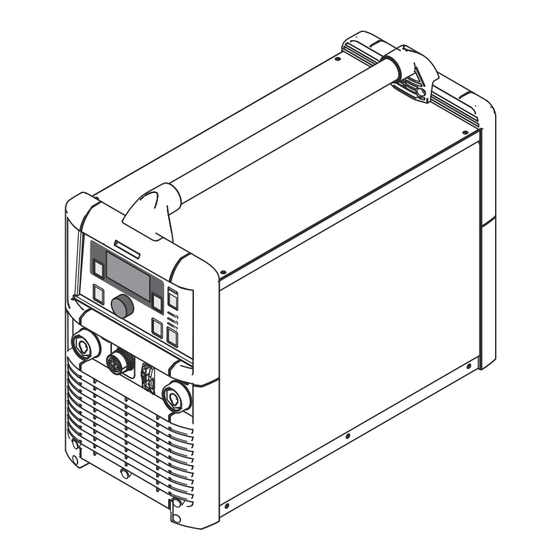
TransTig 2200 Comfort TransTig 2200 Comfort - Vorderseite TransTig 2200 Comfort - Rückseite Funktion (+)-Strombuchse mit Bajonettverschluss zum Anschließen des Massekabels beim WIG-Schweißen des Elektrodenkabels oder des Massekabels beim Stabelektroden- Schweißen (je nach Elektrodentype) Anschluss LocalNet standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbe- dienung, Schweißbrenner JobMaster TIG, etc.) -
Seite 36: Transtig2500 / 3000 Comfort
TransTig 2500 / 3000 Comfort TransTig 2500 / 3000 Comfort - Vorderseite TransTig 2500 / 3000 Comfort - Rückseite Funktion (+)-Strombuchse mit Bajonettverschluss zum Anschließen des Massekabels beim WIG-Schweißen des Elektrodenkabels oder des Massekabels beim Stabelektroden- Schweißen (je nach Elektrodentype) Anschluss LocalNet standardisierte Anschlussbuchse für Systemerweiterungen (z.B. -
Seite 37: Transtig2500 / 3000 Job
TransTig 2500 / 3000 Job TransTig 2500 / 3000 Job - Vorderseite TransTig 2500 / 3000 Job - Rückseite Funktion (+)-Strombuchse mit Bajonettverschluss zum Anschließen des Massekabels beim WIG-Schweißen des Elektrodenkabels oder des Massekabels beim Stabelektroden- Schweißen (je nach Elektrodentype) Anschluss LocalNet standardisierte Anschlussbuchse für Systemerweiterungen (z.B. -
Seite 38: Transtig2500 / 3000
TransTig 2500 / 3000 TransTig 2500 / 3000 - Vorderseite TransTig 2500 / 3000 - Rückseite Funktion (+)-Strombuchse mit Bajonettverschluss zum Anschließen des Massekabels beim WIG-Schweißen des Elektrodenkabels oder des Massekabels beim Stabelektroden- Schweißen (je nach Elektrodentype) Anschluss LocalNet standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbe- dienung, Schweißbrenner JobMaster TIG, etc.) Tragegriff Anschluss Brennersteuerung... -
Seite 39: Transtig4000 / 5000 Comfort
TransTig 4000 / 5000 Comfort TransTig 4000 TransTig 4000 / 5000 Comfort - Vorderseite TransTig 4000 / 5000 Comfort - Rückseite Funktion (+)-Strombuchse mit Bajonettverschluss zum Anschließen des Massekabels beim WIG-Schweißen des Elektrodenkabels oder des Massekabels beim Stabelektroden- Schweißen (je nach Elektrodentype) Anschluss LocalNet standardisierte Anschlussbuchse für Systemerweiterungen (z.B. -
Seite 40: Transtig4000 / 5000 Job
TransTig 4000 / 5000 Job TransTig 4000 / 5000 Job - Vorderseite TransTig 4000 / 5000 Job - Rückseite Funktion (+)-Strombuchse mit Bajonettverschluss zum Anschließen des Massekabels beim WIG-Schweißen des Elektrodenkabels oder des Massekabels beim Stabelektroden- Schweißen (je nach Elektrodentype) Anschluss LocalNet standardisierte Anschlussbuchse für Systemerweiterungen (z.B. -
Seite 41: Transtig4000 / 5000
TransTig 4000 / 5000 TransTig 4000 / 5000 - Vorderseite TransTig 4000 / 5000 - Rückseite Funktion (+)-Strombuchse mit Bajonettverschluss zum Anschließen des Massekabels beim WIG-Schweißen des Elektrodenkabels oder des Massekabels beim Stabelektroden- Schweißen (je nach Elektrodentype) Anschluss LocalNet standardisierte Anschlussbuchse für Systemerweiterungen (z.B. Fernbe- dienung, Schweißbrenner JobMaster TIG, etc.) Anschluss Brennersteuerung zum Anschließen des Steuersteckers eines konventionellen Schweißbren-... -
Seite 43: Installation Und Inbetriebnahme
Installation und Inbetriebnahme... -
Seite 45: Mindestausstattung Für Den Schweißbetrieb
Mindestausstattung für den Schweißbetrieb Allgemeines Je nach Schweißverfahren ist eine bestimmte Mindestausstattung erforderlich, um mit der Stromquelle zu arbeiten. Im Anschluss werden die Schweißverfahren und die entsprechende Mindestaus- stattung für den Schweißbetrieb beschrieben. WIG AC Stromquelle MagicWave Schweißen Massekabel WIG-Schweißbrenner mit Wippschalter Gasanschluss (Schutzgas-Versorgung) mit Druckminderer Zusatz-Werkstoff je nach Anwendung WIG DC... -
Seite 46: Vor Installation Und Inbetriebnahme
Vor Installation und Inbetriebnahme Sicherheit WARNUNG! Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten. Schwerwiegende Personen- und Sachschäden können die Folge sein. ▶ Alle in diesem Dokument angeführten Arbeiten und Funktionen dürfen nur von geschultem Fachpersonal durchgeführt und angewendet werden. ▶ Dieses Dokument vollständig lesen und verstehen. - Seite 47 VORSICHT! Nicht ausreichend dimensionierte Elektroinstallation kann zu schwerwiegenden Sachschäden führen. ▶ Die Netzzuleitung sowie deren Absicherung sind entsprechend der vorhan- denen Stromversorgung auszulegen. Es gelten die Technischen Daten auf dem Leistungsschild.
-
Seite 48: Inbetriebnahme
Inbetriebnahme Sicherheit WARNUNG! Gefahr durch elektrischen Strom. Schwere Personen- und Sachschäden können die Folge sein. ▶ Vor Beginn der Arbeiten alle beteiligten Geräte und Komponenten ausschal- ten und von Stromnetz trennen. ▶ Alle beteiligten Geräte und Komponenten gegen Wiedereinschalten sichern. ▶... -
Seite 49: Gasflasche Anschließen
Gasflasche an- WARNUNG! schließen Gefahr schwerwiegender Personen- und Sachschäden durch umfallende Gas- flaschen. ▶ Gasflaschen auf ebenem und festem Untergrund standsicher aufstellen ▶ Gasflaschen gegen Umfallen sichern: Sicherungsband in der Höhe des obe- ren Teiles einer Gasflasche fixieren ▶ Sicherungsband niemals am Flaschenhals fixieren Beachten Sie die Sicherheitsvorschriften des Gasflaschen-Herstellers. - Seite 50 HINWEIS! Für die Stromquellen TransTig keine reinen Wolframelektroden verwenden (Kennfarbe: grün). Schweißbrenner gemäß Bedienungsanleitung des Schweißbrenners bestücken Nur bei Verwendung von wassergekühltem Brenner und Kühlgerät: Wasseranschlüsse des Schweißbrenners an den Anschlüssen Wasservorlauf (schwarz) und Wasserrücklauf (rot) des Kühlgerätes anstecken.
-
Seite 51: Schweißbetrieb
Schweißbetrieb... -
Seite 53: Wig-Betriebsarten
WIG-Betriebsarten Sicherheit WARNUNG! Gefahr durch Fehlbedienung. Schwerwiegende Personen- und Sachschäden möglich. ▶ Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung vollständig gelesen und verstanden wurde. ▶ Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanlei- tungen der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen und verstanden wurden! Die Angaben über Einstellung, Stellbereich und Maßeinheiten der verfügbaren Parameter dem Abschnitt „Das Setup-Menü“... -
Seite 54: 2-Takt Betrieb
Gas-Nachströmzeit bei maximalem Gas-Nachströmzeit bei minimalem Schweißstrom Schweißstrom 2-Takt Betrieb Schweißen: Brennertaste zurückziehen und halten Schweißende: Brennertaste loslassen HINWEIS! Um bei ausgewählter Betriebsart 2-Takt Betrieb auch im 2-Takt Betrieb zu ar- beiten, muss der Setup-Parameter SPt auf „OFF“ eingestellt sein, die Anzeige Punktieren am Bedienpanel darf nicht leuchten. -
Seite 55: 4-Takt Betrieb
down Punktieren 4-Takt Betrieb Schweißstart mit Startstrom I : Brennertaste zurückziehen und halten Schweißen mit Hauptstrom I : Brennertaste loslassen Absenken auf Endstrom I : Brennertaste zurückziehen und halten Schweißende: Brennertaste loslassen HINWEIS! Für den 4-Takt Betrieb muss der Setup-Parameter Sonder 4‑Takt (SFS) auf „OFF“... -
Seite 56: Sonder 4-Takt Betrieb: Variante
zes Zurückziehen der Brennertaste. Nach erneutem kurzen Zurückziehen der Brennertaste steht wieder der Hauptstrom I zur Verfügung. down Sonder 4-Takt Betrieb: Variante 1 Sonder 4-Takt Die Variante 2 des Sonder 4-Takt Betriebes ist aktiviert, wenn der Setup-Parame- Betrieb: ter Sonder 4‑Takt (SFS) auf „2“ eingestellt wurde. Variante 2 Die Zwischenabsenkung erfolgt in Variante 2 auch über die eingestellten Slope- Werte Down-Slope t... -
Seite 57: Sonder 4-Takt Betrieb: Variante
Beim Zurückziehen der Brennertaste erfolgt das Schweißende sofort, ohne Downslope und Endkraterstrom. G-L / G-H Sonder 4-Takt Betrieb: Variante 3 Sonder 4-Takt Die Variante 4 des Sonder 4-Takt Betriebes ist aktiviert, wenn der Setup-Para- Betrieb: meter SFS auf „4“ eingestellt wurde. Variante 4 Schweißstart und Schweißen: Brennertaste kurz zurückziehen und loslassen - der Schweißstrom steigt vom Startstrom I... -
Seite 58: Kalottenbildung Und Überbelastung Der Kalotte
Kalottenbildung und Überbelastung der Kalotte Kalottenbildung Für das Verfahren WIG AC Schweißensteht bei den MagicWa- ve-Stromquellen die Funktion zur automatischen Kalottenbildung zur Verfügung: bei ausgewähltem Verfahren WIG AC Schweißen die Funkti- on automatische Kalottenbil- dung aktivieren Für den eingegebenen Durch- messer der Wolframelektrode wird während des Schweißstar- tes die optimale Kalotte gebil-... - Seite 59 HINWEIS! Die Anzeige „Elektrode überlastet“ ist exakt auf folgende Wolframelektroden abgestimmt: WIG AC Schweißen: Reinwolfram-Elektroden WIG DC Schweißen: Cerierte Elektroden Für alle anderen Elektroden gilt die Anzeige „Elektrode überlastet“ als Richtwert.
-
Seite 60: Wig-Schweißen
WIG-Schweißen Sicherheit WARNUNG! Gefahr durch Fehlbedienung. Schwerwiegende Personen- und Sachschäden möglich. ▶ Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung vollständig gelesen und verstanden wurde. ▶ Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanlei- tungen der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen und verstanden wurden! WARNUNG! Ein elektrischer Schlag kann tödlich sein. - Seite 61 Up-Slope, 2-Takt Betrieb Up-Slope, 4-Takt Betrieb Einheit Einstellbereich 0,0 - 9,9 Werkseinstel- lung WICHTIG! Der Up-Slope wird für die Betriebsarten 2-Takt Betrieb und 4-Takt Betrieb getrennt gespeichert. Hauptstrom, 2-Takt Betrieb Hauptstrom, 4-Takt Betrieb Einheit Einstellbereich MW 2200 Comfort TT 2200 Comfort 3 - 220 3-220 TT 2500 Comfort 3 - 250 MW 2500 Comfort...
- Seite 62 Down-Slope, 2-Takt Betrieb Down-Slope, 4-Takt Betrieb Einheit Einstellbereich 0,0 - 9,9 Werkseinstel- lung WICHTIG! Der Down-Slope wird für die Betriebsarten 2-Takt Betrieb und 4- Takt Betrieb getrennt gespeichert. Endstrom, 2-Takt Betrieb Endstrom, 4-Takt Betrieb Einheit % (vom Hauptstrom) Einstellbereich 0 - 100 Werkseinstel- lung nur bei MagicWave für das Verfahren WIG AC Schweißen...
-
Seite 63: Vorbereitung
Darauf achten, dass die Wolframelektrode keine Personen oder elektrisch leitenden oder geerdeten Teile berührt (z.B. Gehäuse, etc.). Netzschalter in Stellung - I - schalten Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktu- eller Firmware-Version und Fronius Internet-Adresse angezeigt: WIG-Schweißen... - Seite 64 Betriebsart 2-Takt Betrieb Betriebsart 4-Takt Betrieb Am Display wird die Graphik für die WIG-Schweißparameter angezeigt: WIG-Schweißparameter für 2-Takt Betrieb WIG-Schweißparameter für 4-Takt Betrieb (Schweißparameter Hauptstrom ausgewählt) (Schweißparameter Hauptstrom ausgewählt) Nur bei Magic Wave: Mittels Taste Betriebsart die gewünschte WIG-Betriebs- art anwählen: Verfahren AC Schweißen Verfahren AC Schweißen mit automatischer Kalottenbildung Verfahren DC Schweißen...
- Seite 65 Gasflaschen-Ventil öffnen Schutzgas-Menge einstellen: Taste Gasprüfen drücken Die Test-Gasströmung erfolgt für höchstens 30 Sekunden. Durch erneutes Drücken wird der Vorgang vorzeitig beendet. Stellschraube an der Unterseite des Druckminderers drehen, bis das Ma- nometer die gewünschte Gasmenge anzeigt Bei langen Schlauchpaketen und bei Kondenswasser-Bildung nach längerer Stillstandszeit in der Kälte: Schutzgas vorspülen - den Setup-Parameter GPU auf einen Zeitwert einstel- Schweißvorgang einleiten (Lichtbogen zünden)
-
Seite 66: Lichtbogen Zünden
Lichtbogen VORSICHT! zünden mittels Hochfrequenz Verletzungsgefahr durch Schreckwirkung infolge eines elektrischen Schlages (HF-Zünden) Obwohl Fronius-Geräte alle relevanten Normen erfüllen, kann das Hochfre- quenz-Zünden unter bestimmten Gegebenheiten einen ungefährlichen aber spürbaren elektrischen Schlag übertragen. ▶ Vorgeschriebene Schutzkleidung verwenden, insbesondere Handschuhe! ▶... -
Seite 67: Berührungszünden
Gasdüse an der Zündstelle aufset- zen, sodass zwischen Wolframelek- trode und Werkstück ca. 2 bis 3 mm (5/64 - 1/8 in.) Abstand be- steht. Neigung des Brenners erhöhen und Brennertaste gemäß angewählter Betriebsart betätigen Der Lichtbogen zündet ohne Werkstück-Berührung. Brenner in Normallage neigen Schweißung durchführen Berührungszünd Ist der Setup-Parameter HFt auf OFF eingestellt, ist das HF-Zünden deaktiviert. -
Seite 68: Schweißende
Gasdüse an der Zündstelle aufset- zen, sodass zwischen Wolframelek- trode und Werkstück ca. 2 bis 3 mm (5/64 bis 1/8 in.) Abstand be- steht Brennertaste betätigen Schutzgas strömt Schweißbrenner langsam aufrich- ten, bis die Wolframelektrode das Werkstück berührt Schweißbrenner anheben und in Normallage schwenken Der Lichtbogen zündet. -
Seite 69: Sonderfunktionen Und Optionen
Sonderfunktionen und Optionen Funktion Licht- Reißt der Lichtbogen ab und kommt innerhalb einer im Setup-Menü eingestell- bogen-Abriss ten Zeitspanne kein Stromfluss zustande, schaltet die Stromquelle selbsttätig Überwachung ab. Das Bedienpanel zeigt den Service-Code „no | Arc“. Zur Wiederaufnahme des Schweißprozesses eine beliebige Taste am Bedienpanel oder die Brennertaste drücken. -
Seite 70: Heftfunktion
Funktionsweise des WIG-Pulsens bei angewähltem Verfahren WIG DC Schweißen: 1/F-P down WIG-Pulsen - Verlauf des Schweißstromes Legende: Startstrom Pulsfrequenz *) Endstrom Duty cycle Up-Slope Grundstrom Down-Slope Hauptstrom Down *) (1/F-P = Zeitabstand zweier Impulse) Heftfunktion Für das Verfahren WIG DC Schweißen steht die Heftfunktion zur Verfügung. Sobald für den Setup-Parameter tAC (Heften) eine Zeitdauer eingestellt wird, sind die Betriebsarten 2-Takt Betrieb und 4-Takt Betrieb mit der Heftfunktion belegt. -
Seite 71: Wig Kaltdraht-Schweißen
Legende: Dauer des gepulsten Schweißstromes für den Heftvorgang Startstrom Endstrom Up-Slope Down-Slope Down Hauptstrom HINWEIS! Für den gepulsten Schweißstrom gilt: ▶ Die Stromquelle regelt automatisch die Puls-Parameter in Abhängigkeit des eingestellten Hauptstromes I ▶ Es müssen keine Puls-Parameter eingestellt werden. Der gepulste Schweißstrom beginnt nach Ablauf der Startstromphase I mit der Up-Slope Phase t... - Seite 72 1/F-P down Legende: Startstrom Duty cycle Endstrom Grundstrom Up-Slope Hauptstrom Down-Slope Pulsfrequenz Fd.1 Drahtgeschwindigkeit 1 Fd.2 Drahtgeschwindigkeit 2 Verzögerung des Draht- Verzögerung des Draht- Förderbeginns ab Beginn der Förderendes ab Ende der Hauptstrom-Pase I Hauptstrom-Phase I (1/F-P = Zeitabstand zweier Impulse)
-
Seite 73: Stabelektroden-Schweißen
Stabelektroden-Schweißen Sicherheit WARNUNG! Gefahr durch Fehlbedienung. Schwerwiegende Personen- und Sachschäden möglich. ▶ Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung vollständig gelesen und verstanden wurde. ▶ Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanlei- tungen der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen und verstanden wurden! WARNUNG! Ein elektrischer Schlag kann tödlich sein. -
Seite 74: Schweißparameter Bei Stabelektroden
Schweißparame- ter bei Stabelek- troden Startstrom: Startstrom < Hauptstrom („Soft- Startstrom: Startstrom = Hauptstrom Start“) Startstrom: Startstrom > Hauptstrom („Hot- Start“) Einheit % (vom Hauptstrom) Einstellbereich 0 - 200 Werkseinstel- lung Hauptstrom: Startstrom < Hauptstrom („Soft- Hauptstrom: Startstrom = Hauptstrom Start“) Hauptstrom: Startstrom >... -
Seite 75: Vorbereitung
Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen die Dyna- mik einzustellen. Einheit % (vom Hauptstrom) Einstellbereich 0 - 100 Werkseinstel- lung weicher und spritzerarmer Lichtbogen härterer und stabilerer Lichtbogen Funktionsprinzip: Im Moment des Tropfenüberganges oder im Kurzschluss-Fall erfolgt eine kurz- fristige Erhöhung der Stromstärke. -
Seite 76: Stabelektroden-Schweißen
Darauf achten, dass die Stabelektrode keine Personen oder elektrisch leiten- den oder geerdeten Teile berührt (z.B. Gehäuse, etc.). Netzschalter in Stellung - I - schalten Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktu- eller Firmware-Version und Fronius Internet-Adresse angezeigt: Stabelektroden- Mittels Taste Betriebsart anwählen:... - Seite 77 Teile berührt (z.B. Gehäuse, etc.) Netzschalter in Stellung - I - schalten Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktu- eller Firmware-Version und Fronius Internet-Adresse angezeigt: Mittels Taste rechts die entsprechenden Schweißparameter auswählen Ausgewählte Parameter mit dem Einstellrad auf den gewünschten Wert ein-...
-
Seite 78: Funktion Hot-Start
Falls erforderlich, weitere Paramter im Setup-Menü einstellen: Taste Menü drücken Das jeweilige Menü wird angezeigt: Mittels Einstellrad das gewünschte Setup-Menü auswählen Ausgewähltes Setup-Menü durch Drücken des Einstellrades öffnen Mittels Einstellrad den Parameter auswählen Zum Verändern des Parameters Einstellrad drücken Wert des Parameters mittels Einstellrad verändern Einstellrad drücken Aus dem Setup-Menü... -
Seite 79: Startstrom
Legende I (A) Hot-current time = Hot- strom-Zeit, 0-2 s, Werksein- stellung 0,5 s Hot-start-current = Hotstart- Strom, 0-200 %, Werkseinstellung 150 % Hauptstrom = eingestellter Schweißstrom Funktionsweise t (s) Während der eingestellten Hotstrom- Zeit (Hti) wird der Schweißstrom I den Hotstart-Strom HCU erhöht. -
Seite 80: Job-Schweißen
Job-Schweißen Sicherheit WARNUNG! Gefahr durch Fehlbedienung. Schwerwiegende Personen- und Sachschäden möglich. ▶ Beschriebene Funktionen erst anwenden, wenn diese Bedienungsanleitung vollständig gelesen und verstanden wurde. ▶ Beschriebene Funktionen erst anwenden, wenn sämtliche Bedienungsanlei- tungen der Systemkomponenten, insbesondere Sicherheitsvorschriften vollständig gelesen und verstanden wurden! WARNUNG! Ein elektrischer Schlag kann tödlich sein. - Seite 81 Up-Slope, 2-Takt Betrieb Up-Slope, 4-Takt Betrieb Einheit Einstellbereich 0,0 - 9,9 Werkseinstel- lung WICHTIG! Der Up-Slope wird für die Betriebsarten 2-Takt Betrieb und 4-Takt Betrieb getrennt gespeichert. Hauptstrom, 2-Takt Betrieb Hauptstrom, 4-Takt Betrieb Einheit Einstellbereich MW 2200 Comfort TT 2200 Comfort 3 - 220 3-220 TT 2500 Comfort 3 - 250 MW 2500 Comfort...
- Seite 82 Down-Slope, 2-Takt Betrieb Down-Slope, 4-Takt Betrieb Einheit Einstellbereich 0,0 - 9,9 Werkseinstel- lung WICHTIG! Der Down-Slope wird für die Betriebsarten 2-Takt Betrieb und 4- Takt Betrieb getrennt gespeichert. Endstrom, 2-Takt Betrieb Endstrom, 4-Takt Betrieb Einheit % (vom Hauptstrom) Einstellbereich 0 - 100 Werkseinstel- lung nur bei MagicWave für das Verfahren WIG AC Schweißen...
-
Seite 83: Schweißparameter Bei Stabelektroden
bei vorhandener Option Kaltdraht-Vorschub Einheit m/min Einstellbereich OFF / 0,1 - max. OFF / 3.9 - max. Werkseinstel- lung Einheit Einstellbereich OFF - max. OFF - max. Werkseinstel- lung Schweißparame- ter bei Stabelek- troden Startstrom: Startstrom < Hauptstrom („Soft- Startstrom: Startstrom = Hauptstrom Start“) Startstrom: Startstrom >... - Seite 84 Hauptstrom: Startstrom < Hauptstrom („Soft- Hauptstrom: Startstrom = Hauptstrom Start“) Hauptstrom: Startstrom > Hauptstrom („Hot- Start“) Einheit Einstellbereich MW 2200 Comfort 10-180 TT 2200 Comfort 10 - 180 MW 2500 Comfort 10-250 TT 2500 Comfort 10 - 250 MW 3000 Comfort 10-300 TT 3000 Comfort 10 - 300 MW 4000 Comfort 10-400 TT 4000 Comfort 10 - 400...
-
Seite 85: Vorbereitung
Darauf achten, dass die Wolframelektrode keine Personen oder elektrisch leitenden oder geerdeten Teile berührt (z.B. Gehäuse, etc.). Netzschalter in Stellung - I - schalten Am Display wird für ca. 1 Sekunde die Startsequenz mit Fronius-Logo, aktu- eller Firmware-Version und Fronius Internet-Adresse angezeigt:... -
Seite 86: Job-Schweißen
Job-Schweißen Taste Menü drücken Das aktuelle Hauptmenü wird angezeigt, z.B.: Mittels Einstellrad „Job“ auswählen (Einstellrad drehen) Einstellrad drücken Die Job-Menüpunkte werden angezeigt: Mittels Einstellrad „Abrufen“ auswählen (Einstellrad drehen) - Seite 87 Einstellrad drücken Der zuletzt aufgerufene Job wird angezeigt: Ein freier Speicherplatz wird z.B. so angezeigt: Mittels Einstellrad den gewünschten Job auswählen (Einstellrad dre- hen) Um Schweißparameter entsprechend der im Job hinterlegten Job- Korrektur zu ändern: Schweißparameter mittels Tasten links und rechts auswählen Einstellrad drücken Der Wert des ausgwählten Schweißparameters wird in einem Rahmen angezeigt:...
-
Seite 88: Job-Schweißen Beenden
Mittels Einstellrad den gewünschten Wert einstellen (Einstell- rad drehen) Einstellrad drücken Der geänderte Wert des ausgewählten Schweißparameters wird übernommen Schweißvorgang einleiten Job-Schweißen Schweißvorgang beenden beenden Taste Menü drücken Das Hauptmenü für das Job-Schweißen wird angezeigt: Mittels Einstellrad „Job“ auswählen (Einstellrad drehen) Einstellrad drücken Die Job-Menüpunkte für einen aktiven Job werden angezeigt:... - Seite 89 Mittels Einstellrad „Beenden“ auswählen (Einstellrad drehen) Einstellrad drücken Die Schweißparameter des aktuell eingestellten Verfahrens werden angezeigt, z.B.: Startstrom, 2-Takt Betrieb...
-
Seite 90: Einstellungen Als Job Speichern
Einstellungen als Job speichern Allgemeines In den einzelnen Schweißverfahren können Einstellungen und Schweißparameter in 100 Jobs gespeichert werden (Jobnummer 0 - 99). Vorbereitung Mittels Taste Betriebsart die zu speichernde Betriebsart anwählen: Betriebsart WIG 2-Takt Betrieb Betriebsart WIG 4-Takt Betrieb Betriebsart Stabelektroden Am Display wird die entsprechende Graphik für die Schweißpara- meter angezeigt, z.B.: WIG-Schweißparameter für 2-Takt Be-... -
Seite 91: Einstellungen Als Job Speichern
Ausgewähltes Setup-Menü durch Drücken des Einstellrades öffnen Mittels Einstellrad Parameter auswählen Zum Verändern eines Parameters Einstellrad drücken Wert des Parameters mittels Einstellrad verändern Einstellrad drücken Taste Menü drücken Das aktuelle Menü wird angezeigt, z.B.: Einstellungen als HINWEIS! Job speichern Beim Speichern von Einstellungen als Job werden alle Einstellungen in den Schweißparametern sowie in den entsprechenden Setup-Menüs in einem Job gespeichert. - Seite 92 Mittels Einstellrad „Speichern“ auswählen (Einstellrad drehen) Einstellrad drücken Der erste Screen „Job speichern“ wird angezeigt: Durch Drehen des Einstellrades die Jobnummer auswählen, unter der die Einstellungen gespeichert werden sollen Einstellrad drücken Bei freiem Speicherplatz werden die Einstellungen unter der aus- gewählten Jobnummer gespeichert.
- Seite 93 Job benennen: Durch Drehen des Einstellrades die gewünschten Buchstaben / Ziffern auswählen: Durch Drücken des Einstellrades die Buchstaben / Ziffern über- nehmen: Zum Löschen von Buchstaben / Ziffern Einstellrad drehen und ‘Del‘ auswählen: Einstellrad drücken, das letzte Zeichen wird gelöscht: Zum Übernehmen der Benennung Taste rechts (OK) drücken...
- Seite 94 Die Einstellungen werden gespeichert, der dritte Screen „Job spei- chern“ wird angezeigt: Taste rechts (OK) drücken Die Jobnummern-Übersicht wird angezeigt: Belegter Speicherplatz: Eine Sicherheitsabfrage wird angezeigt: Taste links oder rechts drücken: Taste links (Nein): Job nicht überschreiben, zurück zur Jobnum- mern-Übersicht Taste rechts (Ja): Einstellungen unter der ausgewählten Job- nummer abspeichern:...
- Seite 95 Einstellrad drücken, das letzte Zeichen wird gelöscht: Durch Drehen des Einstellrades die gewünschten Buchstaben / Ziffern auswählen: Durch Drücken des Einstellrades die Buchstaben / Ziffern über- nehmen: Zum Übernehmen der Benennung Taste rechts (OK) drücken Die Einstellungen werden gespeichert, der Screen „Job gespei- chert“...
-
Seite 96: Job Speichern Beenden
Taste rechts (OK) drücken Die Jobnummern-Übersicht wird angezeigt: Job speichern Taste Menü drücken beenden oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Job-Menüpunkte werden angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen... - Seite 97 Einstellrad drücken Das aktuelle Setup-Menü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Die aktuellen Schweißparameter werden angezeigt, z.B.: WIG-Schweißparameter für 2-Takt Be- trieb (Schweißparameter Hauptstrom aus- gewählt)
-
Seite 99: Setup Einstellungen
Setup Einstellungen... -
Seite 101: Das Setup-Menü
Das Setup-Menü Allgemeines Das Setup-Menü bietet einfachen Zugriff auf das Expertenwissen in der Strom- quelle sowie auf zusätzliche Funktionen. Im Setup-Menü ist eine einfache An- passung der Parameter an die unterschiedlichen Aufgabenstellungen möglich. Im Setup-Menü befinden sich alle Setup-Parameter mit unmittelbarer Aus- wirkung auf den Schweißprozess. -
Seite 102: Wig-Setup
WIG-Setup In das WIG-Set- Mittels Taste Betriebsart die Betriebsart 2-Takt Betrieb oder die Be- up einsteigen triebsart 4-Takt Betrieb anwählen Am Display wird die Graphik für die WIG-Schweißparameter ange- zeigt: WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb Taste Menü... -
Seite 103: Parameter Ändern
Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken... -
Seite 104: Wig-Setup Verlassen
WIG-Setup ver- Taste Menü drücken lassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die WIG-Schweißparameter wird angezeigt.:... -
Seite 105: Parameter Im Wig-Setup
WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb Parameter im Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche WIG-Setup je nach Stromquelle, Drahtvorschub, Schweißprogramm, etc. unterschiedlich sind. Punktierzeit Einheit Einstellbereich OFF / 0,05 - 25,0 Werkseinstellung Wurde für die Punktierzeit ein Wert eingestellt, entspricht die Betriebsart 2‑Takt Betrieb dem Punktierbetrieb. - Seite 106 Heftfunktion für das Verfahren WIG DC Schweißen: Zeitdauer des gepulsten Schweißstro- mes zu Beginn des Heftvorganges Einheit Einstellbereich OFF / 0,1 - 9,9 / ON Werkseinstellung der gepulste Schweißstrom bleibt bis zum Ende des Heft- vorganges bestehen 0,1 - 9,9 s Die eingestellte Zeit beginnt mit der Up-Slope Phase.
- Seite 107 Grundstrom Einheit % (vom Hauptstrom I Einstellbereich 0 - 100 Werkseinstellung Startstrom-Zeit Einheit Einstellbereich OFF / 0,01 - 9,9 Werkseinstellung Die Startstromzeit t-S gibt die Dauer der Startstrom-Phase I WICHTIG! Die Startstrom-Zeit gilt nur für die Betriebsart 2-Takt Betrieb. Im 4-Takt Betrieb wird die Dauer der Startstromphase I mittels Brennertaste be- stimmt...
-
Seite 108: Wig-Setup 2Nd
WIG-Setup 2nd In das WIG-Set- In das WIG-Setup einsteigen up 2nd einstei- Parameter ‘WIG-Setup 2nd’ anwählen Einstellrad drücken Die Parameter des WIG-Setup 2nd werden angezeigt: Die Stromquelle befindet sich nun im WIG-Setup 2nd Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken... -
Seite 109: Wig-Setup 2Nd Verlassen
Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken WIG-Setup 2nd Taste Menü drücken verlassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Parameter des WIG-Setup werden angezeigt:... - Seite 110 Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die WIG-Schweißparameter wird angezeigt.:...
-
Seite 111: Parameter Im Wig-Setup 2Nd
WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb Parameter im Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche WIG-Setup 2nd je nach Stromquelle, Drahtvorschub, Schweißprogramm, etc. unterschiedlich sind. Sonder 4-Takt Sonder 4-Takt Betrieb Einheit Einstellbereich OFF / 1 - 3 Werkseinstellung Variante 1 Variante 2... - Seite 112 Schweißbeginn kein Hochfrequenz-Zünden statt. In dem Fall erfolgt der Schweißstart durch Berührungszünden. VORSICHT! Verletzungsgefahr durch Schreckwirkung infolge eines elektrischen Schla- Obwohl Fronius-Geräte alle relevanten Normen erfüllen, kann das Hochfre- quenz-Zünden unter bestimmten Gegebenheiten einen ungefährlichen aber spürbaren elektrischen Schlag übertragen. ▶...
- Seite 113 rPI-Zündung Zünden mit umgekehrter Polarität Einheit Einstellbereich ON / OFF Werkseinstellung WICHTIG! Die Funktion rPI-Zünden ist nur bei der Stromquelle MagicWave verfügbar ist für Schweißungen im Dünnblech-Bereich nicht empfehlenswert L/R-Abgleich L (inductivity) - Schweißkreis-Induktivität (in Mikrohenry) R (resistance) - Schweißkreis-Widerstand (in mOhm) Nähere Informationen zum L/R-Abgleich befinden sich im Abschnitt ‘L/R-Ab- gleich’.
- Seite 114 Ext. Parameter Externer Parameter frei wählbarer Parameter für den Schweißbrenner JobMaster TIG oder das Ro- boter-Interface (beides Option). Am Schweißbrenner JobMaster TIG sowie für das Roboter-Interface steht ein frei wählbarer Parameter zur Verfügung. Ist ‘Ext. Parameter’ angewählt, kann für diesen frei definierbaren Parameter mittels Einstellrad zwischen folgendem ausgewählt werden: frei definierter Parameter - ist nicht Endstrom...
-
Seite 115: Ac-Setup
AC-Setup Allgemeines Dieses Setup steht nur bei den Stromquellen MagicWave zur Verfügung. In das AC-Setup Mittels Taste Betriebsart die Betriebsart 2-Takt Betrieb oder die Be- einsteigen triebsart 4-Takt Betrieb anwählen Am Display wird die Graphik für die WIG-Schweißparameter ange- zeigt: WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be-... -
Seite 116: Parameter Ändern
Einstellrad drücken Die Parameter des AC-Setup werden angezeigt: Die Stromquelle befindet sich nun im AC-Setup. Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern:... -
Seite 117: Ac-Setup Verlassen
Zum Übernehmen des Parameterwertes Einstellrad drücken AC-Setup ver- Taste Menü drücken lassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die WIG-Schweißparameter wird angezeigt.:... -
Seite 118: Parameter Im Ac-Setup
WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb Parameter im Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche AC-Setup je nach Stromquelle, Drahtvorschub, Schweißprogramm, etc. unterschiedlich sind. AC-Frequenz Einheit Einstellbereich Syn / 40 - 250 Werkseinstellung dient zur Netzsynchronisierung zweier Stromquellen für das beidseitig gleichzeitige AC-Schweißen. - Seite 119 Balance I (A) AC-Frequenz AC-Stromoffset t (s) Werkseinstellung: 20%ige Ver- schiebung ins Negative I (A) t (s) 60 Hz 120 Hz I (A) t (s) +70% -70% Auswirkung der AC-Parameter auf den Strom- verlauf...
-
Seite 120: Ac-Setup 2Nd
AC-Setup 2nd Allgemeines Dieses Setup steht nur bei den Stromquellen MagicWave zur Verfügung. In das AC-Setup In das AC-Setup einsteigen 2nd einsteigen Parameter ‘AC-Setup 2nd’ anwählen Einstellrad drücken Die Parameter des AC-Setup 2nd werden angezeigt: Die Stromquelle befindet sich nun im AC-Setup 2nd Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern... - Seite 121 Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken...
-
Seite 122: Ac-Setup 2Nd Verlassen
AC-Setup 2nd Taste Menü drücken verlassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Parameter des AC-Setup werden angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt:... -
Seite 123: Parameter Im Ac-Setup 2Nd
Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die WIG-Schweißparameter wird angezeigt.: WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb Parameter im Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche AC-Setup 2nd je nach Stromquelle, Drahtvorschub, Schweißprogramm, etc. - Seite 124 pos. Halbwelle posititive Halbwelle Einheit Einstellbereich Tri / Sin / Rec / Off Werkseinstellung triangular ... dreiecksförmiger Verlauf Sinus ... sinusförmiger Verlauf (Standardeinstellung für geräuscharmen und stabilen Lichtbogen) rectangular ... rechteckförmiger Verlauf mit verminderter Flankensteilheit, zur Geräuschreduzierung gegenüber dem rein rechteckförmigen Verlauf rein rechteckförmiger Verlauf (stabiler aber lauter Licht- bogen) neg.
-
Seite 125: Gas-Setup
Gas-Setup Allgemeines Das Gas-Setup bietet einfachen Zugriff auf die Schutzgas-Einstellungen. In das Gas-Set- Mittels Taste Betriebsart die Betriebsart 2-Takt Betrieb oder die Be- up einsteigen triebsart 4-Takt Betrieb anwählen Am Display wird die Graphik für die WIG-Schweißparameter ange- zeigt: WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb... -
Seite 126: Parameter Ändern
Einstellrad drücken Die Parameter des Gas-Setup werden angezeigt: Die Stromquelle befindet sich nun im Gas-Setup. Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern:... -
Seite 127: Gas-Setup Verlassen
Zum Übernehmen des Parameterwertes Einstellrad drücken Gas-Setup ver- Taste Menü drücken lassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die WIG-Schweißparameter wird angezeigt.:... -
Seite 128: Parameter Im Gas-Setup
WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb Parameter im Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche Gas-Setup je nach Stromquelle, Drahtvorschub, Schweißprogramm, etc. unterschiedlich sind. Vorströmung Gas-Vorströmzeit Einheit Einstellbereich 0,0 - 9,9 Werkseinstellung Nachstr. Imin Nachströmung bei I Gas-Nachströmzeit bei minimalem Schweißstrom (minimale Gas-Nach- strömzeit) - Seite 129 WICHTIG! Die Einstellwerte für die Parameter „Nachstr. Imin“ und „Nachstr. Imax“ werden addiert. Befinden sich z.B. beide Parameter auf Maximum (25 s / 40 s), dauert die Gas-Nachströmzeit 25 s bei minimalem Schweißstrom 65 s bei maximalem Schweißstrom 37,5 s, wenn der Schweißstrom z.B. genau die Hälfte des Maximums beträgt.
- Seite 130 Gasspülen Schutzgas-Vorspülung Einheit Einstellbereich OFF / 0,1 - 10,0 Werkseinstellung Die Schutzgas-Vorspülung startet, sobald ein Wert für „Gasspülen“ eingestellt wird. Aus Sicherheitsgründen ist für einen erneuten Start der Schutzgas- Vorspülung eine neuerliche Einstellung eines Wertes für „Gasspülen“ erforder- lich. WICHTIG! Die Schutzgas-Vorspülung ist vor allem bei Kondenswasser-Bildung nach längerer Stillstandszeit in der Kälte erforderlich.
-
Seite 131: Kaltdraht-Setup
Kaltdraht-Setup Allgemeines Das Kaltdraht-Setup steht nur zur Verfügung, wenn ein Kaltdraht-Vorschub an der Stromquelle angeschlossen ist. In das AC-Setup Mittels Taste Betriebsart die Betriebsart 2-Takt Betrieb oder die Be- einsteigen triebsart 4-Takt Betrieb anwählen Am Display wird die Graphik für die WIG-Schweißparameter ange- zeigt: WIG-Schweißparameter für 2-Takt Be- trieb... -
Seite 132: Parameter Ändern
Einstellrad drücken Die Parameter des Kaltdraht-Setup werden angezeigt: Die Stromquelle befindet sich nun im Kaltdraht-Setup. Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern:... -
Seite 133: Kaltdraht-Setup Verlassen
Zum Übernehmen des Parameterwertes Einstellrad drücken Kaltdraht-Setup Taste Menü drücken verlassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die WIG-Schweißparameter wird angezeigt.:... -
Seite 134: Parameter Im Kaltdraht-Setup
WIG-Schweißparameter für 2-Takt Be- trieb WIG-Schweißparameter für 4-Takt Be- trieb Parameter im Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche Kaltdraht-Setup je nach Stromquelle, Kaltdraht-Drahtvorschub, Schweißprogramm, etc. unter- schiedlich sind. Drahtgeschw. 2 Drahtgeschwindigkeit 2 Einheit % (von der Drahtgeschwindigkeit Einstellbereich 0 - 100 Werkseinstellung... - Seite 135 Drahtrückzug Einheit Einstellbereich OFF / 1 - 50 OFF / 0.04 - 1.97 Werkseinstellung WICHTIG! Der Drahtrückzug verhindert ein Festbrennen des Schweißdrahtes am Schweißende. Vor dem Abschalten des Schweißstroms erfolgt ein Rückzug des Drahtes um den eingestellten Wert. Voraussetzung für die Funktion ist eine erfolgte Zündung des Lichtbogens.
-
Seite 136: Pushpull-Einheit Abgleichen
PushPull-Einheit abgleichen Allgemeines Vor jeder erstmaligen Inbetriebnahme einer PushPull-Einheit und nach jedem Update der Drahtvorschub-Software muss ein Abgleich der PushPull-Einheit er- folgen. Wird die PushPull-Einheit nicht abgeglichen, werden Standardparameter verwendet - das Schweißergebnis kann unter Umständen nicht zufriedenstellend sein. PushPul-Einheit Eine Übersicht möglicher Service-Codes während des Abgleiches der PushPull- abgleichen Einheit befindet sich im Abschnitt „Service-Codes beim Abgleichen der Push-... - Seite 137 Mittels Einstellrad die entsprechende PushPull-Einheit auswählen: Taste rechts drücken Der dritte Screen des PushPull-Abgleichs wird angezeigt: Angezeigte Anweisungen befolgen VORSICHT! Verletzungsgefahr durch rotierende Zahnräder und Antriebsteile. ▶ Nicht in rotierende Zahnräder und Teile des Drahtantriebes greifen. Taste rechts drücken Der vierte Screen des PushPull-Abgleichs wird angezeigt: Angezeigte Anweisungen befolgen VORSICHT! Verletzungsgefahr durch austretenden Schweißdraht sowie durch rotierende...
-
Seite 138: Allgemeines
30 m/min oder 1181 ipm Fronius VR 1530 KD Fronius Robacta KD Drive 10 m/min oder 394 ipm Fronius Robacta Plasma KD Drive Fronius Robacta Laser KD Drive Fronius Robacta KD Drive 22 m/min oder 866 ipm Fronius Robacta Plasma KD Drive... -
Seite 139: Service-Codes Beim Abgleichen Der Pushpull-Einheit
Service-Codes Bei den beim Abgleichen der PushPull-Einheit angezeigten Service-Codes wer- beim Abgleichen den folgende Abürzungen verwendet: der PushPull- = Kaltdraht-Vorschub Einheit = PushPull-Unit (PushPull-Einheit) vDmi = minimale Drahtgeschwindigkeit = maximale Drahtgeschwindigkeit Service-Codes bei entkoppelten Antriebseinheiten (Leerlaufabgleich) Ursache: Fehlerhafte Messung beim PushPull-Abgleich Behe- Erneuter PushPull-Abgleich... - Seite 140 Ursache: Der Motor der PushPull- Ein- heit liefert bei maximaler Drahtgeschwindigkeit keinen Drehzahl-Istwert. Behe- Erneuter PushPull-Abgleich; bung: wird die Fehlermeldung er- neut angezeigt: Service verständigen Ursache: Der PushPull-Abgleich wur- de abgebrochen: Schnellstop wurde durch Drücken der Brennertaste aktiviert Behe- Erneuter PushPull-Abgleich bung: Service-Codes bei gekoppelten Antriebseinheiten (gekoppelter Abgleich) Ursache:...
- Seite 141 Ursache: Der Motorstrom des Draht- vorschub-Motors liegt bei minimaler Drahtgeschwindig- keit außerhalb des erlaubten Bereiches. Mögliche Ursa- chen dafür sind nicht gekop- pelte Drahtvorschub-Moto- ren oder Drahtförder-Proble- Behe- Antriebseinheiten beider Drahtvorschub-Motoren einkoppeln, bung: Schlauchpa- ket möglichst geradlinig auslegen; Draht-Führungs- seele auf Knick oder Verschmutzung überprüfen; Anpressdruck am 2- oder 4-Rollenantrieb der Push-Pull Einheit kontrollieren;...
- Seite 142 Ursache: Der Motorstrom des Draht- vorschub-Motors liegt bei maximaler Drahtgeschwin- digkeit außerhalb des erlaub- ten Bereiches. Mögliche Ur- sachen dafür sind nicht ge- koppelte Drahtvorschub-Mo- toren oder Drahtförder-Pro- bleme. Behe- Antriebseinheiten beider Drahtvorschub-Motoren einkoppeln, bung: Schlauchpaket möglichst geradlinig auslegen; Draht-Führungsseele auf Knick oder Verschmutzung überprüfen;...
-
Seite 143: Stabelektr.-Setup (Stabelektroden Setup)
Stabelektr.-Setup (Stabelektroden Setup) In das Stabelek- Mittels Taste Betriebsart die Betriebsart Stabelektroden-Schweißen troden-Setup anwählen einsteigen Am Display wird die Graphik für die Stabelektroden-Schweißparame- ter angezeigt, z.B.: Taste Menü drücken Das Hauptmenü wird angezeigt: Mittels Einstellrad „Stabelektr.-Setup“ auswählen (Einstellrad dre- hen) Einstellrad drücken Die Parameter des Stabelektroden-Setup werden angezeigt: Die Stromquelle befindet sich nun im Stabelektroden-Setup. -
Seite 144: Parameter Ändern
Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken... -
Seite 145: Stabelektroden-Setup Verlassen
Stabelektroden- Taste Menü drücken Setup verlassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die Stabelektroden-Schweißparameter wird ange- zeigt.: Parameter im Die Angaben „min.“... - Seite 146 Hotstart-Zeit Einheit Einstellbereich 0 - 2,0 Werkseinstellung Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen die Funktion Hot- Start einzustellen. Vorteile: Verbesserung der Zündeigenschaften, auch bei Elektroden mit schlechten Zündei- genschaften Besseres Aufschmelzen des Grund-Werkstoffes in der Startphase, da- durch weniger Kaltstellen Weitgehende Vermeidung von Schlacken-Einschlüssen Stabelektr.-Setup 2nd...
-
Seite 147: Stabelektr.-Setup 2Nd (Stabelektroden Setup 2Nd)
Stabelektr.-Setup 2nd (Stabelektroden Setup 2nd) In das Stabelek- In das Stabelektroden-Setup einsteigen troden-Setup Parameter ‘Stabelektroden-Setup 2nd’ anwählen 2nd einsteigen Einstellrad drücken Die Parameter des Stabelektroden-Setup 2nd werden angezeigt: Die Stromquelle befindet sich nun im Stabelektroden-Setup 2nd Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken... -
Seite 148: Stabelektroden-Setup 2Nd Verlassen
Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken Stabelektroden- Taste Menü drücken Setup 2nd ver- lassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Parameter des Stabelektroden-Setup werden angezeigt:... - Seite 149 Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die WIG-Schweißparameter wird angezeigt.:...
-
Seite 150: Parameter Im Stabelektroden-Setup 2Nd
Parameter im Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, wel- Stabelektroden- che je nach Stromquelle, Drahtvorschub, Schweißprogramm, etc. unterschied- Setup 2nd lich sind. AntiStick Einheit Einstellbereich ON / OFF Werkseinstellung Bei kürzer werdendem Lichtbogen kann die Schweißspannung soweit absinken, dass die Stabelektrode zum Festkleben neigt. - Seite 151 Parameter „con“ (konstanter Schweißstrom) Ist der Parameter „con“ eingestellt, wird der Schweißstrom unabhängig von der Schweißspannung konstant gehalten. Es ergibt sich eine senkrechte Kennlinie (4). Der Parameter „con“ eignet sich besonders gut für Rutil-Elektroden und ba- sische Elektroden, sowie für das Fugenhobeln. Für das Fugenhobeln die Dynamik auf „100“...
- Seite 152 Arbeitsgerade für Stabelektrode U (V) Arbeitsgerade für Stabelektrode bei erhöhter Lichtbogen-Länge Arbeitsgerade für Stabelektrode bei re- duzierter Lichtbogen-Länge Kennlinie bei angewähltem Parameter „CON“ (konstanter Schweißstrom) Kennlinie bei angewähltem Parameter „0,1 -20“ (fallende Kennlinie mit einstell- I (A) barer Neigung) - 50 % + Dynamik Kennlinie bei angewähltem Parameter „P“...
- Seite 153 Abriss-Spannung Begrenzung der Schweißspannung Einheit Einstellbereich OFF oder 5 - 90 V Werkseinstellung Grundsätzlich hängt die Lichtbogen-Länge von der Schweißspannung ab. Um den Schweißvorgang zu beenden, ist üblicherweise ein deutliches Anheben der Stabelektrode erforderlich. Der Parameter Uco erlaubt das Begrenzen der Schweißspannung auf einen Wert, der ein Beenden des Schweißvorganges be- reits bei nur geringfügigem Anheben der Stabelektrode erlaubt.
-
Seite 154: Ac-Setup (Für Stabelektroden)
AC-Setup (für Stabelektroden) Allgemeines Dieses Setup steht nur bei den Stromquellen MagicWave zur Verfügung. In das AC-Setup Mittels Taste Betriebsart die Betriebsart Stabelektroden-Schweißen einsteigen anwählen Am Display wird die Graphik für die Stabelektroden-Schweißparame- ter angezeigt, z.B.: Taste Menü drücken Das Hauptmenü wird angezeigt: Mittels Einstellrad „AC-Setup“... -
Seite 155: Parameter Ändern
Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken... -
Seite 156: Ac-Setup Verlassen
AC-Setup ver- Taste Menü drücken lassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das Hauptmenü wird angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Graphik für die Stabelektroden-Schweißparameter wird ange- zeigt.: Parameter im Die Angaben „min.“... - Seite 157 AC-Frequenz Einheit Einstellbereich Syn / 40 - 250 Werkseinstellung dient zur Netzsynchronisierung zweier Stromquellen für das beidseitig gleichzeitige AC-Schweißen.
-
Seite 158: Job
Allgemeines Im Job Setup-Menü können folgende Tätigkeiten durchgeführt werden: Speichern: Einstellungen als Job speichern Abrufen: Jobs zum Job-Schweißen abrufen Abrufen: Anpassen und Verändern von bereits abgespeicherten Jobs Löschen: Löschen von bereits abgespeicherten Jobs In das Job Set- Taste Menü drücken up-Menü... -
Seite 159: Übersicht
Übersicht Das Job Setup-Menü setzt sich aus folgenden Abschnitten zusammen: Job optimieren Job löschen... -
Seite 160: Job Optimieren
Job optimieren Job optimieren Mittels Einstellrad „Optimieren“ auswählen (Einstellrad drehen) Einstellrad drücken Der erste Screen „Job optimieren“ oder der zuletzt aufgerufene oder gespeicherte Job werden angezeigt: Job-Beispiel Zum Auswählen des Jobs Einstellrad drücken Der zu optimierende Job kan nun ausgewählt werden:... - Seite 161 Mittels Einstellrad die Nummer des zu optimierenden Jobs auswählen (Einstellrad drehen) Einstellrad drücken Die Parameter des zu optimierenden Jobs werden angezeigt: Durch Drehen des Einstellrades die zu ändernden Parameter auswählen, z.B.: Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden:...
-
Seite 162: Job Umbenennen
Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken Job umbenennen Im Menüpunkt „Job optimieren“ durch Drehen des Einstellrades „Jobname“ auswählen Einstellrad drücken Der Screen „Job benennen“ wird angezeigt: Vorhandene Job-Benennung löschen: Einstellrad drehen und ‘Del’ auswählen... - Seite 163 Einstellrad drücken, die letzte Stelle wird gelöscht: Durch Drehen des Einstellrades die gewünschten Buchstaben / Zif- fern auswählen: Durch Drücken des Einstellrades die Buchstaben / Ziffern überneh- men: Zum Übernehmen der Benennung Taste rechts (OK) drücken Die neue Job-Benennung wir übernommen, der Menüpunkt „Job op- timieren“...
-
Seite 164: Job Optimieren Beenden
Job optimieren Taste Menü drücken beenden oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die Job-Menüpunkte werden angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das aktuelle Setup-Menü wird angezeigt:... -
Seite 165: Einstellbare Wig-Parameter
Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die aktuellen Schweißparameter werden angezeigt, z.B.: WIG-Schweißparameter für 2-Takt Be- trieb (Schweißparameter Hauptstrom aus- gewählt) Einstellbare Elektrodend. WIG-Parameter Elektrodendurchmesser Einheit Einstellbereich Off / 0,1 - 4,8 Startstrom Einheit % (vom Hauptstrom) Einstellbereich 30 - 200 AC, 0 - 200 DC... - Seite 166 Down-Slope Einheit Einstellbereich 0,0 - 9,9 Endstrom Einheit % (vom Hauptstrom) Einstellbereich 0 - 100 Jobslope Für einen Job-Wechsel während des Schweißens. Jobslope ist die Zeit für ei- nen kontinuierlichen Übergang des Schweißstromes vom betreffenden Job zu dem Job, auf den weitergeschaltet werden soll. Einheit Einstellbereich Off / 0,1 - 9,9...
- Seite 167 Legende: (1)..momentane Gas-Nach- strömzeit (2)..momentaner Schweißstrom G-H..Nachstr. Imax G-L ..Nachstr. Imin Gas-Nachströmzeit in Abhängigkeit des Schweißstromes Bei Einstellung Aut erfolgt die Berechnung der Gas-Nachströmzeit automa- tisch. Das eingestellte Verfahren AC Schweißen oder DC Schweißen wird dabei berücksichtigt.
- Seite 168 Duty Cycle Verhältnis Impulsdauer zur Grundstrom-Dauer bei eingestellter Pulsfrequenz Einheit Einstellbereich 10 - 90 Grundstrom Einheit % (vom Hauptstrom I Einstellbereich 0 - 100 Polarität Einheit Einstellbereich AC (nur MagicWave) / DC- / DC+ AC-Frequenz nur bei MagicWave für das Verfahren WIG AC Schweißen Einheit Einstellbereich Syn / 40 - 250...
- Seite 169 Startstrom-Zeit Einheit Einstellbereich OFF / 0,01 - 9,9 Die Startstromzeit t-S gibt die Dauer der Startstrom-Phase I WICHTIG! Die Startstrom-Zeit gilt nur für die Betriebsart 2-Takt Betrieb. Im 4-Takt Betrieb wird die Dauer der Startstromphase I mittels Brennertaste be- stimmt Endstrom-Zeit Einheit Einstellbereich...
-
Seite 170: Einstellbare Stabelektroden-Parameter
Start-delay Verzögerung des Draht-Förderbeginns ab Beginn der Hauptstrom-Phase Einheit Einstellbereich OFF / 0,1 - 9,9 End-delay Verzögerung des Draht-Förderendes ab Ende der Hauptstrom-Phase Einheit Einstellbereich OFF / 0,1 - 9,9 Drahtrückzug Einheit Einstellbereich OFF / 1 - 50 OFF / 0.04 - 1.97 WICHTIG! Der Drahtrückzug verhindert ein Festbrennen des Schweißdrahtes am Schweißende. - Seite 171 Jobslope Für einen Job-Wechsel während des Schweißens. Jobslope ist die Zeit für ei- nen kontinuierlichen Übergang des Schweißstromes vom betreffenden Job zu dem Job, auf den weitergeschaltet werden soll. Einheit Einstellbereich Off / 0,1 - 9,9 HINWEIS! Das Weiterschalten eines Jobs zum nächsten ohne Unterbrechung des Schweißvorganges ist nur mittels Schweißbrenner JobMaster TIG, Roboter-In- terface oder Feldbus möglich.
- Seite 172 Parameter „con“ (konstanter Schweißstrom) Ist der Parameter „con“ eingestellt, wird der Schweißstrom unabhängig von der Schweißspannung konstant gehalten. Es ergibt sich eine senkrechte Kennlinie (4). Der Parameter „con“ eignet sich besonders gut für Rutil-Elektroden und ba- sische Elektroden, sowie für das Fugenhobeln. Für das Fugenhobeln die Dynamik auf „100“...
- Seite 173 Arbeitsgerade für Stabelektrode U (V) Arbeitsgerade für Stabelektrode bei erhöhter Lichtbogen-Länge Arbeitsgerade für Stabelektrode bei re- duzierter Lichtbogen-Länge Kennlinie bei angewähltem Parameter „CON“ (konstanter Schweißstrom) Kennlinie bei angewähltem Parameter „0,1 -20“ (fallende Kennlinie mit einstell- I (A) barer Neigung) - 50 % + Dynamik Kennlinie bei angewähltem Parameter „P“...
- Seite 174 AC-Frequenz nur bei MagicWave für das Verfahren WIG AC Schweißen Einheit Einstellbereich Syn / 40 - 250 dient zur Netzsynchronisierung zweier Stromquellen für das beidseitig gleichzeitige AC-Schweißen. WICHTIG! Beachten Sie im Zusammenhang mit der Einstellung „Syn“ auch den Parameter „Phasensynchr.“ im AC-Setup 2nd. Niedere Frequenz weicher, weiter Lichtbogen mit seichter Wärmeeinbrin- gung...
-
Seite 175: Job Löschen
Job löschen Job löschen Mittels Einstellrad „Löschen“ auswählen (Einstellrad drehen) Einstellrad drücken Der erste Screen „Job löschen“ wird angezeigt: Zum Auswählen des zu löschenden Jobs Einstellrad drehen: Taste rechts drücken Der zweite Screen „Job löschen“ wird angezeigt: Taste links oder rechts drücken Taste links (Nein): Job nicht löschen, zurück zum ersten Screen „Job löschen“... - Seite 176 der dritte Screen „Job löschen“ wird angezeigt: Taste rechts drücken Die Job-Menüpunkte werden angezeigt: Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das aktuelle Setup-Menü wird angezeigt:...
- Seite 177 Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Die aktuellen Schweißparameter werden angezeigt, z.B.: WIG-Schweißparameter für 2-Takt Be- trieb (Schweißparameter Hauptstrom ausgewählt)
-
Seite 178: Grundeinstellung
Grundeinstellung Allgemeines Die Grundeinstellungen können sowohl bei ausgewählter Betriebsart WIG 2-Takt Betrieb, WIG 4-Takt Betrieb als auch bei Betriebsart Stabelektroden-Schweißen im Menü aufgerufen werden. In die Grundein- Taste Menü drücken stellungen ein- steigen Das Hauptmenü wird angezeigt: WIG-Hauptmenü Stabelektroden-Hauptmenü Mittels Einstellrad „Grundeinstellung“ auswählen (Einstellrad dre- hen) Einstellrad drücken Die Grundeinstellungs-Parameter werden angezeigt:... -
Seite 179: Parameter Ändern
Parameter Durch Drehen des Einstellrades den gewünschten Parameter ändern anwählen: Zum Einstellen des Parameters Einstellrad drücken Der Wert des ausgewählten Parameters kann nun verändert werden: Wert des Parameters durch Drehen des Einstellrades ändern: Zum Übernehmen des Parameterwertes Einstellrad drücken... -
Seite 180: Grundeinstellungen Verlassen
Grundeinstellun- Taste Menü drücken gen verlassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das jeweilige Hauptmenü wird angezeigt: WIG-Hauptmenü Stabelektroden-Hauptmenü Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen... -
Seite 181: Grundeinstellungs-Parameter
Einstellrad drücken Die Graphik für die aktuell ausgewählte Betriebsart wird angezeigt, z.B.: WIG-Schweißparameter für 2-Takt Be- trieb Grundeinstel- Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, welche lungs-Parameter je nach Stromquelle, Kaltdraht-Drahtvorschub, Schweißprogramm, etc. unter- schiedlich sind. Sprache Einheit Einstellbereich D / GB / F / I / E / CZ / S / P / NL / PL Werkseinstellung... - Seite 182 Factory Schweißanlage zurücksetzen Nähere Informationen zum Zurücksetzen einer Schweißanlage befinden sich im Abschnitt „Factory - Schweißanlage zurücksetzen“.
-
Seite 183: Info
Info Allgemeines Der Infoscreen kann sowohl bei ausgewählter Betriebsart WIG 2-Takt Betrieb, WIG 4- Takt Betrieb als auch bei Betriebsart Stabelektroden-Schweißen im Menü aufgerufen werden. Infoscreen auf- Taste Menü drücken rufen Das Hauptmenü wird angezeigt: WIG-Hauptmenü Stabelektroden-Hauptmenü Mittels Einstellrad „Info“ auswählen (Einstellrad drehen) Einstellrad drücken Der Infoscreen wird angezeigt: WICHTIG! Die Einträge im Infoscreen sind reine Anzeigedaten und... -
Seite 184: Infoscreen Verlassen
Infoscreen ver- Taste Menü drücken lassen oder Pfeilsymbol durch Drehen des Einstellrades auswählen Einstellrad drücken Das jeweilige Hauptmenü wird angezeigt: WIG-Hauptmenü Stabelektroden-Hauptmenü Taste Menü drücken oder Pfeilsymbol durch Drehen des Einstellrades auswählen... -
Seite 185: Einträge Im Infoscreen
Einstellrad drücken Die Graphik für die aktuell ausgewählte Betriebsart wird angezeigt, z.B.: WIG-Schweißparameter für 2-Takt Be- trieb Einträge im Info- Firmware screen Aktuelle Fimware von Display / Bedienpanel UST-Software Aktuelle Software des Stromquellen-Steuerprints UST LiBo-Brenndauer Lichtbogen-Brenndauer tatsächliche Gesamt-Brenndauer des Lichtbogens seit Erstinbetriebnahme Kühlmitteld. -
Seite 186: Tasten Sperren
Tasten sperren Allgemeines Um ein unbeabsichtigtes oder willkürliches Verstellen von Parametern oder Ein- stellungen zu verhindern, kann an der Stromquelle die Funktion „Tasten sperren“ aktiviert werden. Tasten sperren Taste Menü drücken Das Hauptmenü wird angezeigt: WIG-Hauptmenü Stabelektroden-Hauptmenü Mittels Einstellrad „Tasten sperren“ auswählen (Einstellrad drehen) Einstellrad drücken Die Tasten sind gesperrt. -
Seite 187: Tastensperre Aufheben
Tastensperre Taste Menü drücken aufheben Der Screen „Tastensperre / entsperren“ wird angezeigt: Innerhalb von ca. 3 Sekunden Taste rechts (OK) drücken Die Tastensperre wird aufgehoben, die Graphik für die aktuell aus- gewählte Betriebsart wird angezeigt, z.B.: WIG-Schweißparameter für 2-Takt Be- trieb (Schweißparameter Hauptstrom aus- gewählt) -
Seite 188: Factory - Schweißanlage Zurücksetzen
Factory - Schweißanlage zurücksetzen Allgemeines Das Zurücksetzen der Schweißanlage kann sowohl bei ausgewählter Betriebsart WIG 2‑Takt Betrieb, WIG 4-Takt Betrieb als auch bei Betriebsart Stabelektro- den-Schweißen im Menü erfolgen. HINWEIS! Wird die Schweißanlage zurückgesetzt, gehen alle persönlichen Einstellungen im Setup-Menü verloren. Jobs werden beim Zurücksetzen der Schweißanlage nicht gelöscht - sie bleiben erhalten. - Seite 189 Taste rechts drücken, die Grundeinstellungen werden angezeigt:...
-
Seite 190: L/R-Abgleich
L/R-Abgleich L = Schweiskreis-Induktivitat, Einheit mH (Mikrohenry) Abkürzungen R = Schweiskreis-Induktivitat, Einheit mOhm (Milliohm) Allgemeines zur Die Verlegung des Schlauchpaketes hat wesentliche Auswirkungen auf die Schweißkreis- Schweißeigenschaften. Besonders beim Pulsen und AC-Schweißen kann Induktivität L abhängig von Länge und Verlegung des Schlauchpaketes eine hohe Schweißkreis-Induktivität entstehen. - Seite 191 Durch Drehen des Einstellrades „L/R-Abgleich“ auswählen: Einstellrad drücken Der erste Screen des L/R-Abgleichs wird angezeigt: In den folgenden Screens des L/R-Abgleichs gelangt man durch Drücken der Taste links zum jeweils vorangegangenen Screen. Taste rechts drücken Der zweite Screen des L/R-Abgleichs wird angezeigt: Angezeigte Anweisungen befolgen WICHTIG! Sicherstellen, dass die Berührungen Masseklemme - Werkstück und Elektrode - Werkstück jeweils auf gereinigter...
- Seite 192 Taste rechts drücken Nach erfolgtem R/L-Abgleich wird eine Bestätigung und der aktuelle Wert für den Schweißkreis-Widerstand angezeigt: Taste rechts drücken Je nach ausgewählter Betriebsart wird das WIG-Setup 2nd oder das Stabelektroden-Setup 2nd angezeigt:...
-
Seite 193: Fehlerbehebung Und Wartung
Fehlerbehebung und Wartung... -
Seite 195: Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose, Fehlerbehebung Allgemeines Die digitalen Stromquellen sind mit einem intelligenten Sicherheitssystem aus- gestattet; auf die Verwendung von Schmelzsicherungen (ausgenommen die Si- cherung der Kühlmittel-Pumpe) konnte daher zur Gänze verzichtet werden. Nach der Beseitigung einer möglichen Störung kann die Stromquelle - ohne den Wech- sel von Schmelzsicherungen - wieder ordnungsgemäß... - Seite 196 Ursache: kein vorprogrammiertes Pro- gramm angewählt Behe- programmiertes Programm bung: anwählen E2 - E4 Ursache: Übertemperatur im Se- kundärkreis der Stromquelle Behe- Stromquelle abkühlen lassen bung: E5 - E10 Ursache: Übertemperatur im Primärkreis der Stromquelle Behe- Stromquelle abkühlen lassen bung: Ursache: Fehler im Thermofühler (Kurzschluss oder Unterbre-...
- Seite 197 Bei Betrieb der Stromquelle mit einem Kaltdraht-Vorschub Ursache: Fehler im Kaltdraht-Vor- schub Behe- Kaltdraht-Vorschub bung: überprüfen Ursache: Übertemperatur im Steuer- kreis Behe- Stromquelle abkühlen lassen bung: Bei Betrieb der Stromquelle mit einem Roboterinterface oder einem Feldbus Ursache: Roboter nicht bereit Behe- Signal „Roboter ready“...
- Seite 198 Ursache: Indirekter Symmetriefehler Behe- Servicedienst verständigen bung: Ursache: Netz-Unterspannung: Netz- spannung hat den Toleranz- bereich (siehe Abschnitt „Technische Daten“) unter- schritten Behe- Netzspannung kontrollieren bung: Ursache: Netz-Überspannung: Netz- spannung hat den Toleranz- bereich (siehe Abschnitt „Technische Daten“) über- schritten Behe- Netzspannung kontrollieren bung: Ursache:...
- Seite 199 Ursache: Drahtende - die Option Drah- tende-Kontrolle hat festge- stellt, dass kein Schweißdraht mehr vorhan- den ist Behe- Neue Drahtspule einsetzen bung: Ursache: Lichtbogen-Abriss Behe- Wiederholtes Drücken der bung: Brennertaste; Reinigung der Werkstück-Oberfläche Ursache: Sekundär-Überspannung - die Sicherheitsabschaltung wurde ausgelöst Behe- Servicedienst verständigen bung:...
- Seite 200 Ursache: Übertemperatur im JobMas- ter-Schweißbrenner Behe- JobMaster-Schweißbrenner bung: abkühlen lassen Ursache: Die Strom- oder Spannungs- grenze wurde über- oder un- terschritten Behe- Schweißparameter bung: überprüfen Ursache: Die obere Stromgrenze wur- de überschritten Behe- Schweißparameter bung: überprüfen Ursache: Die untere Stromgrenze wur- de unterschritten Behe- Schweißparameter...
-
Seite 201: Angezeigte Service-Codes In Verbindung Mit Der Option Digital Gas Control
Ursache: keine Verbindung zur Strom- quelle Behe- Verbindung zur Stromquelle bung: und Software überprüfen Ursache: Emergency Stop - der Si- cherheitskreis ist offen Behe- Servicedienst verständigen bung: Ursache: Die Funktion VRD (Voltage Reduction Device) hat den Schweißprozess unterbro- chen Behe- Servicedienst verständigen bung: Angezeigte Ser-... -
Seite 202: Fehlerdiagnose Stromquelle
Ursache: Die externe Versorgungs- spannung hat den Toleranz- bereich unterschritten Behe- externe Versorgungsspan- bung: nung kontrollieren Ursache: Drahtvorschub-Motor steckt oder ist defekt Behe- Drahtvorschub-Motor kon- bung: trollieren oder austauschen Ursache: Die externe Versorgungs- spannung hat den Toleranz- bereich unterschritten Behe- externe Versorgungsspan- bung: nung kontrollieren... - Seite 203 kein Schweißstrom Netzschalter eingeschaltet, Anzeige Übertemperatur leuchtet Ursache: Überlastung Behebung: Einschaltdauer berücksichtigen Ursache: Thermo-Sicherheitsautomatik hat abgeschaltet Behebung: Abkühlphase abwarten; Stromquelle schaltet nach kurzer Zeit selbständig wieder ein Ursache: Lüfter in der Stromquelle defekt Behebung: Servicedienst verständigen kein Schweißstrom Netzschalter eingeschaltet, Anzeigen leuchten Ursache: Masseanschluss falsch Behebung:...
- Seite 204 schlechte Schweißeigenschaften Ursache: falsche Schweißparameter Behebung: Einstellungen überprüfen Ursache: Masseanschluss falsch Behebung: Masseanschluss und Klemme auf Polarität überprüfen Schweißbrenner wird sehr heiß Ursache: Schweißbrenner zu schwach dimensioniert Behebung: Einschaltdauer und Belastungsgrenzen beachten Ursache: nur bei wassergekühlten Anlagen: Wasserdurchfluss zu gering Behebung: Wasserstand, Wasserdurchfluss-Menge, Wasserverschmutzung, etc.
-
Seite 205: Pflege, Wartung Und Entsorgung
Pflege, Wartung und Entsorgung Allgemeines Die Stromquelle benötigt unter normalen Betriebsbedingungen nur ein Minimum an Pflege und Wartung. Das Beachten einiger Punkte ist jedoch unerlässlich, um die Stromquelle über Jahre hinweg einsatzbereit zu halten. Sicherheit WARNUNG! Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten. Schwere Personen- und Sachschäden können die Folge sein. -
Seite 206: Alle 6 Monate
Alle 6 Monate VORSICHT! Gefahr durch Druckluft-Einwirkung. Sachschäden können die Folge sein. ▶ Elektronische Bauteile nicht aus kurzer Entfernung anblasen. Geräte-Seitenteile demontieren und das Geräteinnere mit trockener, redu- zierter Druckluft sauberblasen Bei starkem Staubanfall auch die Kühlluft-Kanäle reinigen WARNUNG! Gefahr eines Stromschlages durch nicht ordnungsgemäß angeschlossene Er- dungskabel und Geräteerdungen. -
Seite 207: Anhang
Anhang... -
Seite 209: Durchschnittliche Verbrauchswerte Beim Schweißen
Durchschnittliche Verbrauchswerte beim Schweißen Durchschnittli- Durchschnittlicher Drahtelektroden-Verbrauch bei einer Drahtvorschub-Ge- cher Drahtelek- schwindigkeit von 5 m/min troden-Ver- 1,0 mm 1,2 mm 1,6 mm brauch beim Drahtelektro- Drahtelektro- Drahtelektro- MIG/MAG- denDurch- denDurch- denDurch- Schweißen messer messer messer Drahtelektrode aus Stahl 1,8 kg/h 2,7 kg/h 4,7 kg/h Drahtelektrode aus Aluminium... -
Seite 210: Technische Daten
Eine Übersicht, welche kritischen Rohstoffe in diesem Gerät enthalten sind, ist stoffen, Produk- unter der nachfolgenden Internetadresse zu finden. tionsjahr des www.fronius.com/en/about-fronius/sustainability. Gerätes Produktionsjahr des Gerätes errechnen: jedes Gerät ist mit einer Seriennummer versehen die Seriennummer besteht aus 8 Ziffern - beispielsweise 28020099 die ersten zwei Ziffern ergeben die Zahl, aus welcher das Produktionsjahr des Gerätes errechnet werden kann... -
Seite 211: Magicwave 2500 Comfort
Arbeitsspannung 10,1 - 18,8 V Elektrode 20,4 - 27,2 V Zündspannung (U 9,5 kV Die Lichtbogen-Zündeinrichtung ist für den manuellen Betrieb geeignet. Schutzart IP 23 Kühlart Isolationsklasse EMV Emissionsklasse (nach EN/IEC 60974-10) Maße l/b/h (mit Griff) 485 / 180 / 390 m 19.1 / 7.1 / 15.4 in. -
Seite 212: Magicwave 3000 Comfort
Zündspannung (U 10 kV Die Lichtbogen-Zündeinrichtung ist für den manuellen Betrieb geeignet. Schutzart IP 23 Kühlart Isolationsklasse Maße l/b/h (mit Griff) 560 / 250 / 435 m 22.0 / 9.8 / 17.1 in. Gewicht 26,6 kg 58.64 lb. Prüfzeichen S, CE Leistungsaufnahme im Leerlaufzustand bei 400 V 50,0 W Energieeffizienz der Stromquelle bei 250 A / 30,0 V... -
Seite 213: Magicwave 2500 Comfort Mv
Maße l/b/h (mit Griff) 560 / 250 / 435 m 22.0 / 9.8 / 17.1 in. Gewicht 28,1 kg 61.95 lb. Prüfzeichen S, CE Leistungsaufnahme im Leerlaufzustand bei 400 V 50,0 W Energieeffizienz der Stromquelle bei 300 A / 32,0 V 84 % MagicWave 2500 Netzspannung... -
Seite 214: Magicwave 3000 Comfort Mv
Schweißstrom bei 1 x 200 - 240 V 220 A 10 min/40°C (104°F) 40% ED 10 min/40°C (104°F) 50% ED 150 A 10 min/40°C (104°F) 100% ED Leerlauf-Spannung 89 V Arbeitsspannung 10,1 - 20,0 V Elektrode 20,4 - 30,0 V Zündspannung (U 10 kV Die Lichtbogen-Zündeinrichtung ist für den manuellen Betrieb geeignet. -
Seite 215: Magicwave 4000 Comfort
Schweißstrom-Bereich (dreiphasig) 3 - 300 A Elektrode 10 - 300 A Schweißstrom-Bereich (einphasig) 3 - 220 A Elektrode 10 - 180 A Schweißstrom bei 3 x 400 - 460 V 300 A 10 min/40°C (104°F) 35% ED 10 min/40°C (104°F) 40% ED 190 A 10 min/40°C (104°F) 100% ED Schweißstrom bei 3 x 200 - 240 V... -
Seite 216: Magicwave 4000 Comfort Mv
Netzspannungs-Toleranz ± 15 % Netzfrequenz 50 / 60 Hz Netzabsicherung träge 35 A Beschränkungen Netzanschluss möglich 15,5 kVA Primär-Dauerleistung (100% ED Cos phi 0,99 Schweißstrom-Bereich 3 - 400 A Elektrode 10 - 400 A Schweißstrom bei 10 min/40°C (104°F) 40% ED 400 A 10 min/40°C (104°F) 45% ED 365 A... -
Seite 217: Magicwave 5000 Comfort
Netzabsicherung träge 63 / 35 A Beschränkungen Netzanschluss möglich 13,9 kVA Primär-Dauerleistung (100% ED Cos phi 0,99 Schweißstrom-Bereich 3 - 400 A Elektrode 10 - 400 A Schweißstrom bei 10 min/40°C (104°F) 40% ED 400 A 10 min/40°C (104°F) 45% ED 360 A 10 min/40°C (104°F) 60% ED 300 A... -
Seite 218: Magicwave 5000 Comfort Mv
16,5 kVA Primär-Dauerleistung (100% ED Cos phi 0,99 Schweißstrom-Bereich 3 - 500 A Elektrode 10 - 440 A Schweißstrom bei 500 A 10 min/40°C (104°F) 40% ED 10 min/40°C (104°F) 45% ED 440 A 10 min/40°C (104°F) 60% ED 350 A 10 min/40°C (104°F) 100% ED Leerlauf-Spannung 90 V... -
Seite 219: Transtig 2200 Comfort
Schweißstrom-Bereich 3 - 500 A Elektrode 10 - 440 A Schweißstrom bei 500 A 10 min/40°C (104°F) 40% ED 10 min/40°C (104°F) 45% ED 440 A 10 min/40°C (104°F) 60% ED 350 A 10 min/40°C (104°F) 100% ED Leerlauf-Spannung 90 V Arbeitsspannung 10,1 - 30,0 V Elektrode... -
Seite 220: Transtig 2500 Comfort
Schweißstrom bei 220 A 10 min/25°C (77°F) 50% ED 200 A 10 min/25°C (77°F) 60% ED 170 A 10 min/25°C (77°F) 100% ED 220 A 10 min/40°C (104°F) 40% ED 180 A 10 min/40°C (104°F) 60% ED 150 A 10 min/40°C (104°F) 100% ED Leerlauf-Spannung 84 V Arbeitsspannung... -
Seite 221: Transtig 3000 Comfort
Schweißstrom bei 10 min/40°C (104°F) 45% ED 250 A 10 min/40°C (104°F) 50% ED 240 A 10 min/40°C (104°F) 60% ED 210 A 10 min/40°C (104°F) 100% ED Leerlauf-Spannung 85 V Arbeitsspannung 10,1 - 20,0 V Elektrode 20,4 - 30,0 V Zündspannung (U 10 kV Die Lichtbogen-Zündeinrichtung ist für den manuellen Betrieb geeignet. -
Seite 222: Transtig 2500 Comfort Mv
Leerlauf-Spannung 85 V Arbeitsspannung 10,1 - 22,0 V Elektrode 20,1 - 32,0 V Zündspannung (U 10 kV Die Lichtbogen-Zündeinrichtung ist für den manuellen Betrieb geeignet. Schutzart IP 23 Kühlart Isolationsklasse Maße l/b/h (mit Griff) 560 / 250 / 435 m 22.0 / 9.8 / 17.1 in. -
Seite 223: Transtig 3000 Comfort Mv
Schweißstrom bei 3 x 400 - 460 V 10 min/40°C (104°F) 45% ED 250 A 10 min/40°C (104°F) 50% ED 200 A 10 min/40°C (104°F) 100% ED Schweißstrom bei 3 x 200 - 240 V 10 min/40°C (104°F) 35% ED 250 A 10 min/40°C (104°F) 40% ED 180 A... - Seite 224 3 x 400 - 460 V 16 A 3 x 200 - 240 V 32 A 1 x 200 - 240 V 32 A Netzanschluss am PCC = 97 mOhm Primär-Dauerleistung (100% ED 3 x 400 - 460 V 5,9 kVA 3 x 200 - 240 V 5,0 kVA 1 x 200 - 240 V...
-
Seite 225: Transtig 4000 Comfort
Gewicht 25,9 kg 57.10 lb. Prüfzeichen S, CE Leistungsaufnahme im Leerlaufzustand bei 400 V 43,0 W Energieeffizienz der Stromquelle bei 300 A / 32,0 V 87 % TransTig 4000 Netzspannung 3 x 400 V Comfort Netzspannungs-Toleranz ± 15 % Netzfrequenz 50 / 60 Hz Netzabsicherung träge 35 A... -
Seite 226: Transtig 4000 Comfort Mv
Leistungsaufnahme im Leerlaufzustand bei 400 V 35,3 W Energieeffizienz der Stromquelle bei 400 A / 36,0 V 89 % TransTig 4000 Netzspannung 3 x 200 - 240 V Comfort MV 3 x 380 - 460 V Netzspannungs-Toleranz ± 10 % Netzfrequenz 50 / 60 Hz Netzabsicherung träge... -
Seite 227: Transtig 5000 Comfort
TransTig 5000 Netzspannung 3 x 400 V Comfort Netzspannungs-Toleranz ± 15 % Netzfrequenz 50 / 60 Hz Netzabsicherung träge 35 A Beschränkungen Netzanschluss möglich 15,1 kVA Primär-Dauerleistung (100% ED Cos phi 0,99 Schweißstrom-Bereich 3 - 500 A Elektrode 10 - 500 A Schweißstrom bei 500 A 10 min/40°C (104°F) 40% ED... -
Seite 228: Erklärung Der Fußnoten
Netzspannungs-Toleranz ± 10 % Netzfrequenz 50 / 60 Hz Netzabsicherung träge 63 / 35 A Beschränkungen Netzanschluss möglich 14,2 kVA Primär-Dauerleistung (100% ED Cos phi 0,99 Schweißstrom-Bereich 3 - 500 A Elektrode 10 - 500 A Schweißstrom bei 500 A 10 min/40°C (104°F) 40% ED 10 min/40°C (104°F) 45% ED 440 A... - Seite 229 Stabelektroden-Schweißen Ein Gerät der Emissionsklasse A ist nicht für die Verwendung in Wohnge- bieten vorgesehen, in denen die elektrische Versorgung über ein öffentli- ches Niederspannungsnetz erfolgt. Die elektromagnetische Verträglichkeit kann durch leitungsgeführte oder abgestrahlte Funkfrequenzen beeinflusst werden.