Migatronic CWF Multi PI 320 Betriebsanleitung
Vorschau ausblenden
Andere Handbücher für CWF Multi PI 320:
- Kurzanleitung (22 Seiten) ,
- Betriebsanleitung (64 Seiten)

Verwandte Anleitungen für Migatronic CWF Multi PI 320











Inhaltszusammenfassung für Migatronic CWF Multi PI 320
- Seite 1 CWF Multi PI 320/350/400/500 PI PLASMA Brugsanvisning Instruction manual Betriebsanleitung Gebruikershandleiding Käyttöohje Bruksanvisning Instrukcja obsługi Manuale d’istruzione Valid from 2017 week 20 50113205 L Downloaded from www.Manualslib.com manuals search engine...
- Seite 6 Downloaded from www.Manualslib.com manuals search engine...
- Seite 7 Downloaded from www.Manualslib.com manuals search engine...
- Seite 8 Downloaded from www.Manualslib.com manuals search engine...
- Seite 12 Downloaded from www.Manualslib.com manuals search engine...
- Seite 13 Downloaded from www.Manualslib.com manuals search engine...
- Seite 14 Downloaded from www.Manualslib.com manuals search engine...
-
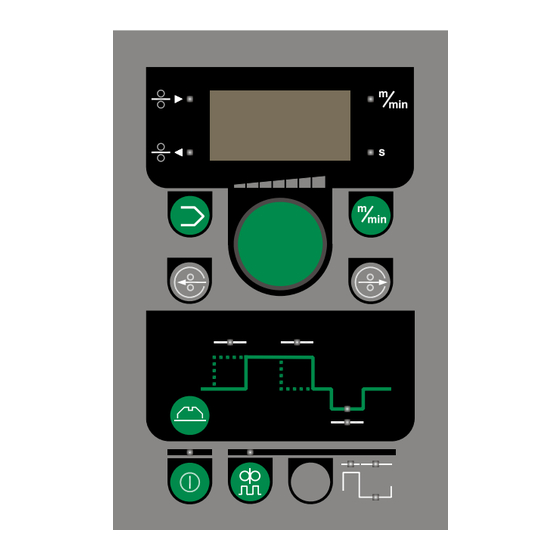
Seite 15: Kontrolleinheit
CWF Multi wird zusammen mit PI 320/350/400/500 Parameterwahl und PI Plasma angewendet, wo Kaltdrahtvorschub Ein Parameter wird durch Drücken der gewünschten gewünscht wird. Funktion gewählt. Die gewählte Funktion wird durch ein Anzeiger gezeigt. Es ist möglich mehrere Drahtvorschubeinheiten auf dieselbe PI Maschine zu verbinden, aber nur eine Drahtgeschwindigkeit nach dem anderen kann aktiv werden. -
Seite 16: Geschwindigkeit Des Rangierens Rückwarts
Verspäteter Drahtstopp MENÜ für Sondereinstellungen 0-10 Sek. einstellbar. 0 = Ausgekuppelt Dies Menü enthält Kommandos und Während Stromabsung setzt der Draht in der Parameter für fortgeschrittene Kontrolle der eingestellten Zeit fort. CWF-Einheit. Die Zeit muß kurzer als die Stromabsenkzeit zu Die CWF-Einheit muß... -
Seite 17: Fehlerkodes
Device Id Nummer für Identifikation der CWF Einheit. Verschiedene Nummer kann angewendet werden, wenn mehrere Einheiten auf einmal angewendet werden. Mögliche Wahl sind 1..8. (Standardeinstellung ist 1). CLEAR Wird für Nullstellung aller Parameter angewendet. Nullstellung aller Parameter (Folgende Parametereinstellungen werden nach 3 Sek. - Seite 18 Downloaded from www.Manualslib.com manuals search engine...
- Seite 19 Downloaded from www.Manualslib.com manuals search engine...
- Seite 20 Downloaded from www.Manualslib.com manuals search engine...
- Seite 24 Downloaded from www.Manualslib.com manuals search engine...
- Seite 25 Downloaded from www.Manualslib.com manuals search engine...
- Seite 26 Downloaded from www.Manualslib.com manuals search engine...
- Seite 30 Downloaded from www.Manualslib.com manuals search engine...
- Seite 31 Downloaded from www.Manualslib.com manuals search engine...
- Seite 32 Downloaded from www.Manualslib.com manuals search engine...
- Seite 36 Downloaded from www.Manualslib.com manuals search engine...
- Seite 37 Downloaded from www.Manualslib.com manuals search engine...
- Seite 38 Downloaded from www.Manualslib.com manuals search engine...
- Seite 42 Downloaded from www.Manualslib.com manuals search engine...
- Seite 43 Downloaded from www.Manualslib.com manuals search engine...
- Seite 44 Downloaded from www.Manualslib.com manuals search engine...
- Seite 48 Downloaded from www.Manualslib.com manuals search engine...
- Seite 49 Downloaded from www.Manualslib.com manuals search engine...
- Seite 50 Downloaded from www.Manualslib.com manuals search engine...
- Seite 51 Reservedelsliste Spare parts list Ersatzteilliste Liste des pièces de rechange Downloaded from www.Manualslib.com manuals search engine...
- Seite 52 COLD WIRE FEEDER Downloaded from www.Manualslib.com manuals search engine...
- Seite 54 TRÅDFREMFØRING WIRE FEED UNIT DRAHTVORSCHUBEINHEIT DISPOSITIF DE GUIDAGE DE FIL Downloaded from www.Manualslib.com manuals search engine...
- Seite 55 TRÅDFREMFØRING WIRE FEED UNIT DRAHTVORSCHUBEINHEIT DISPOSITIF DE GUIDAGE DE FIL Pos. Varebetegnelse Description of goods Warenbezeichnung Désignation des pièces 17220051 Motor KSV 5035/756 MotorKSV 5035/756 Motor KSV 5035/756 Moteur KSV 5035/756 73410156 Konsol komplet, uden motor Bracket complete, without motor Konsole komplett, ohne Motor Console complète, sans moteur 45050220...
- Seite 56 Downloaded from www.Manualslib.com manuals search engine...
- Seite 57 Downloaded from www.Manualslib.com manuals search engine...