Renkforce RF2000 v2 Bedienungsanleitung
Fertiggerät dual-extruder (fgd)

Verwandte Anleitungen für Renkforce RF2000 v2

Inhaltszusammenfassung für Renkforce RF2000 v2
- Seite 1 Bedienungsanleitung RF2000 v2 Fertiggerät Dual-Extruder (FGD) Best.-Nr. 1563098 RF2000 v2 Fertiggerät Single-Extruder (FGS) Best.-Nr. 1563099 RF2000 v2 Bausatz Single-Extruder (BSS) Best.-Nr. 1563100...
-
Seite 2: Inhaltsverzeichnis
1. Einführung ........................................4 2. Symbol-Erklärung......................................4 3. Bestimmungsgemäße Verwendung ................................5 4. Lieferumfang ........................................6 a) RF2000 v2 Fertiggerät (Single- und Dual-Extruder) (FGS und FGD) ......................6 b) RF2000 v2 Bausatz (Single-Extruder) (BSS)............................6 5. Wichtige Tipps und Hinwesie - Bitte unbedingt lesen! ...........................7 6. Sicherheitshinweise .......................................8 a) Allgemein .........................................8... - Seite 3 Seite 15. Einlegen, Entfernen und Wechseln des Filaments ............................42 a) Einlegen des Filaments - mechanischer Teil ............................42 b) Einlegen des Filaments über das Menü vom Drucker ...........................43 c) Entfernen und Wechseln des Filaments ..............................45 16. Erster Ausdruck eines Beispielobjekts von der SD-Karte ..........................46 17.
-
Seite 4: Einführung
1. Einführung Sehr geehrte Kundin, sehr geehrter Kunde, wir bedanken uns für den Kauf dieses Produkts. Dieses Produkt erfüllt die gesetzlichen, nationalen und europäischen Anforderungen. Um diesen Zustand zu erhalten und einen gefahrlosen Betrieb sicherzustellen, müssen Sie als Anwender diese Bedienungsanleitung beachten! Diese Bedienungsanleitung gehört zu diesem Produkt. -
Seite 5: Bestimmungsgemäße Verwendung
3. Bestimmungsgemäße Verwendung Der 3D- Drucker erzeugt aus geeigneten Druckdateien zweifarbige 3D-Objekte. Hierzu wird geeignetes Rohmaterial (Filament) in den beiden Druckköpfen geschmolzen und an der benötigten Stelle des Objekts angefügt. Dieses Produkt ist nur für den Anschluss an 230 V/AC, 50 Hz Wechselspannung zugelassen. Der Betrieb ist nur in geschlossenen Räumen, also nicht im Freien erlaubt. -
Seite 6: Lieferumfang
4. Lieferumfang a) RF2000 v2 Fertiggerät (Single- und Dual-Extruder) (FGS und FGD) • RF2000 v2 Fertiggerät (mit Single- oder Dual-Extruder) (FGS oder FGD) • Filament-Halter • Netzkabel • SD-Karte • Spachtel • Hinweisblatt • Verpackungsanleitung • Bedienungsanleitung (Digital als Download) b) RF2000 v2 Bausatz (Single-Extruder) (BSS) •... -
Seite 7: Wichtige Tipps Und Hinwesie - Bitte Unbedingt Lesen
Für den Fall, dass bei Ihrem Drucker Fehler auftreten oder auch für die erweiterte Wartung (z.B. Austausch des gesamten Extruders oder auch nur Teile davon), empfehlen wir Ihnen einen Blick in die Montageanleitung des RF2000 v2 Bausatzes zu werfen. Diese kann hierbei sehr nützlich sein, da hier sämtliche Bauschritte genauestens beschrieben sind. -
Seite 8: Sicherheitshinweise
6. Sicherheitshinweise Bei Schäden, die durch Nichtbeachtung dieser Bedienungsanleitung verursacht werden, erlischt die Gewährleistung/Ga- rantie. Für Folgeschäden übernehmen wir keine Haftung. Bei Sach- oder Personenschäden, die durch unsachgemäße Handhabung oder Nichtbeachten der Sicherheitshinweise verursacht werden, übernehmen wir keine Haftung. In solchen Fällen erlischt die Gewährleistung/Garantie. Sehr geehrte Kundin, sehr geehrter Kunde: Die folgenden Sicherheits- und Gefahrenhinweise dienen nicht nur zum Schutz des Gerätes, sondern auch zum Schutz Ihrer Gesundheit. -
Seite 9: Betrieb
Schalten Sie in einem solchen Fall die zugehörige Netzsteckdose allpolig ab (z.B. Sicherungsautomat und FI-Schutzschalter ab- schalten) und ziehen Sie danach den Netzstecker aus der Netzsteckdose. Stecken Sie alle Leitungen vom Gerät ab. Das gesamte Produkt darf danach nicht mehr betrieben werden, bringen Sie es in eine Fachwerkstatt. •... -
Seite 10: Feature-Beschreibung
• Beheizte Druck-Platte aus Aluminium • 1 hochpräzise Extruder mit austauschbarer Druckdüse und Schnellwechsel-Funktion (RF2000 v2 Single-Extruder) • 2 hochpräzise Extruder für 2-farbigen Druck mit austauschbarer Druckdüse und Schnellwechsel-Funktion (RF2000 v2 Dual-Extruder) • Extruder-Einheit mit Schnellwechsel-Funktion • Integriertes, langlebiges Industrienetzteil •... -
Seite 11: Die Wichtigsten Teile Im Überblick
9. Die wichtigsten Teile im Überblick a) Single-Extruder Filament-Halter Extruder-Einheit X-Platte 1 Extruder (Single-Extruder) Heizplatte aus Glaskeramik Y-Platte Bedientastenfeld Display Not-Aus-Schalter In der kleinen Abbildung sind die Druckrichtungen (x, y und z) angegeben. -
Seite 12: B) Dual-Extruder
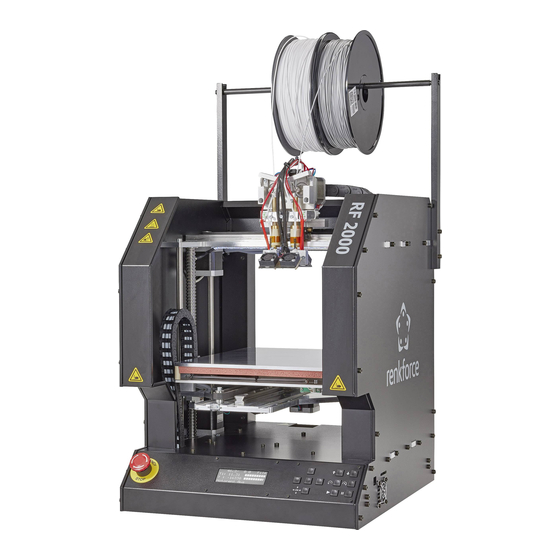
b) Dual-Extruder Filament-Halter Extruder-Einheit X-Platte 2 Extruder (Dual-Extruder) Heizplatte aus Glaskeramik Y-Platte Bedientastenfeld Display Not-Aus-Schalter In der kleinen Abbildung sind die Druckrichtungen (x, y und z) angegeben. -
Seite 13: Benötigtes Werkzeug Und Material
10. Benötigtes Werkzeug und Material Für die Benutzung, Kalibrierung und Wartung • Innensechskantschlüssel 2,5 mm / 3 mm / 4 mm • Außensechskant-Steckschlüssel 7 mm / 8 mm • Außensechskant-Gabelschlüssel 5,5 mm / 7 mm / 8 mm / 11 mm •... -
Seite 14: Erstinbetriebnahme
Überblick über die ersten Schritte Der nachfolgende Überblick zeigt Ihnen die ersten, wichtigen Schritte mit dem RF2000 v2 auf. Es handelt sich dabei um eine kurze Zusammen- fassung der nachfolgenden Kapitel, bis zu Ihrem ersten Ausdruck mit dem Drucker. -
Seite 15: B) Montage Des Filament-Halters
b) Montage des Filament-Halters Montage der Filament-Halterung 2x Filament-Halter-Teil Die beiden Filament-Halter-Teile werden jeweils auf einer Seite des 1x Welle für Filament-Halter Druckers in den beiden oberen, hinteren Löchern montiert (siehe 4x Mutter M4 (schwarz) Pfeile im Bild). 4x Zylinderkopfschraube M4x20 (schwarz) Wenn Sie das Fertiggerät erworben haben, liegen die 4 Zylinderkopf- schrauben und Muttern bei. - Seite 16 Klappen Sie die rückseitige Kopfblende nach oben, damit Sie Zugang Die obere Schraube befestigen Sie mit einer Mutter M4 handfest. Sie zur unteren Befestigungsschraube des rechten Filament-Halters (aus dient momentan lediglich zur Sicherung. der Rückansicht) bekommen. Befestigen Sie die untere Halte-Schraube des Filament-Halters und Stecken Sie in beide Montagelöcher je eine Zylinderkopfschraube.
-
Seite 17: Kontrolle Des Lüfter-Blechs Und Der Betätigung Für Den Z-Endschalter
c) Kontrolle des Lüfter-Blechs und der Betätigung für den Z-Endschalter Die beiden Extruder sollten in der Grundeinstellung sein. D.h. Sie müssen beide oben an der Extruder-Halterung anstehen. Das Lüfter-Blech muss in der Höhe so eingestellt sein, dass die beiden oberen Schrauben von den beiden hinteren Lüftern nicht an der X-Platte angehen (linkes Bild). -
Seite 18: Aufstellung Und Transport
d) Aufstellung und Transport Beachten Sie bei der Aufstellung des 3D-Druckers, dass der Netzschalter bzw. die Netzleitung an der Kaltgeräte-Kombi- buchse leicht erreichbar sein muss, damit das Gerät im Fehlerfall schnell und einfach abgeschaltet bzw. von der Span- nungsversorgung getrennt werden kann. Außerdem muss der Not-Aus-Schalter gut erreichbar sein! Achten Sie bei der Aufstellung auf ausreichende Belüftung. -
Seite 19: Installation Der Software Und Firmware
Die Grundbedienung und der Weg zum ersten Ausdruck sind jedoch nachfolgend beschrieben, damit Sie schnell und problemlos zu einem Ergebnis kommen. Auf der beiliegenden SD-Karte bzw. in dem Archiv, welches Sie zuvor heruntergeladen haben, befindet sich im Ordner „Repetier-Host“ eine Custom-Version der Software, die die Druckereinstellungen und die Konfigurationsdateien für den RF2000 v2 bereits enthält. Wir empfehlen Ihnen dringend, die Custom-Version der Software zu installieren, da Sie dann die Software nicht konfigurie- ren müssen und die erforderlichen Treiber bereits mitinstalliert werden. Die jeweils aktualisierte Custom-Version der Software ist immer im Download-Paket „RF2000v2_SD_Vx.x.zip“ enthalten. -
Seite 20: Installation Der Repetier-Host Software
Die Software Repetier-Host erfüllt folgende Aufgaben: • Anordnung des zu druckenden 3D-Objekts auf der Druckplatte. • Aufschneiden (Slicen) des zu druckenden Objekts in dünne Schichten, die der 3D-Drucker dann Schicht für Schicht ausdrucken kann. Das Ergebnis dieses Vorgangs ist eine so genannte G-Code-Datei. •... -
Seite 21: Bedienung Am Drucker
13. Bedienung am Drucker a) Beschreibung der Hauptanzeige Hierbei handelt es sich um die erste Anzeige im Hauptmenü. Die weiteren Anzeigen, die Sie im Hauptmenü aufrufen können, sind im Kapitel „13. d) Das erweiterte Hauptmenü“ beschrieben. (1) Temperatur aktiver Extruder (Ist) (2) Temperatur aktiver Extruder (Soll) (3) Temperatur Heizung Druckplatte (Ist) (4) Temperatur Heizung Druckplatte (Soll) -
Seite 22: Funktionsbeschreibung Der Bedientasten
b) Funktionsbeschreibung der Bedientasten (1) Richtungstasten zur Navigation in der Menüstruktur („links“ / „rechts“ / „oben“ / „unten“) Mit der Richtungstaste links kann zusätzlich die LED-Beleuchtung auf weißes Licht geschaltet werden. Ein nochmaliger Druck auf die Taste schaltet wieder auf den vorherigen Zustand zurück. (2) OK-Taste zur Bestätigung einer Auswahl im Menü... -
Seite 23: Das Erweiterte Hauptmenü
d) Das erweiterte Hauptmenü Das Hauptmenü enthält außer der Hauptanzeige (siehe Kapitel „13. a) Beschreibung der Hauptanzeige“) noch 4 weitere Ansichten. Sie können diese über die Richtungstasten „oben“ und „unten“ (1) erreichen. Die Anzeigen werden dabei nach der Reihe durchgewechselt. Wenn Sie z.B. - Seite 24 Print File Back Files Position Home all Home X Home Y Home Z Position X X: 0.00 mm Endstop min: Off/On Endstop max: N/A Single Move/1 mm/10 mm/50 mm/Single Steps Position Y Y: 0.00 mm Endstop min: On/Off Endstop max: N/A Single Move/1 mm/10 mm/50 mm/Single Steps Position Z Z: 0.00 mm...
- Seite 25 Configuration General Baudrate: 115200 Stepper off [s]: 600 0 = never All off [s]: 0 0 = never Beeper: On/Off Mode: Printer/Miller Z Scale: Z Min/Surface Hotend: V3 Extruder Offset X [mm]: 33.594 Extruder Offset Y [mm]: 0.000 Acceleration Print X: 1000 Print Y: 1000 Print Z: 100 Move X: 1000...
-
Seite 26: Funktionen Der Einzelnen Menüpunkte
f) Funktionen der einzelnen Menüpunkte Quick Settings Home all Alle Achsen in die Home-Position fahren RGB Light Schaltet die LED-Beleuchtung zwischen Aus, Weiß, Automatik oder Manuell um Output Object Heizplatte auf Entnahmeposition fahren Speed Multiply Einstellung der Druckgeschwindigkeit Flow Multiply Einstellung der Materialfluss-Geschwindigkeit Preheat PLA Vorheizen von Heizplatte und Extruder auf PLA-Temperatur Preheat ABS... - Seite 27 Surface: legt die Oberfläche des Heiz-Betts als Nullpunkt fest Hotend: V3 Schaltet zwischen der Version der Extruder um (der RF2000 v2 unterstützt nur das Hotend V3) Extruder Offset X Gibt den Abstand zwischen den beiden Extrudern in der X-Richtung an (Standard = 33.594;...
- Seite 28 Configuration Feedrate Max X: 500 Max. Geschwindigkeit der X-Achse Max Y: 500 Max. Geschwindigkeit der Y-Achse Max Z: 50 Max. Geschwindigkeit der Z-Achse Home X: 80 Max. Geschwindigkeit der X-Achse bei Fahrt auf Home-Position Home Y: 80 Max. Geschwindigkeit der Y-Achse bei Fahrt auf Home-Position Home Z: 10 Max.
-
Seite 29: Kalibrierung
14. Kalibrierung a) Überblick über die Kalibrierung Hier erhalten Sie einen kurzen Überblick über die Kalibrierung des RF2000 v2. • Ermitteln der Position mit dem geringsten Abstand. Hier ermitteln Sie die höchste Position auf der Druckplatte, die den geringsten Abstand zur Düse des Extruders hat. Auf dieser Position baut das gesamte Einstellen auf. - Seite 30 Bevor Sie die Kalibrierung durchführen, prüfen Sie zuerst, ob eine neue Firmware verfügbar ist und installieren diese. Be- achten Sie dazu das Kapitel „12. Installation der Software und Firmware“ und Kapitel „20. Firmware-Update mit der Ardui- IDE“. Durch das Update auf eine neue Version kann es sein, dass die Daten des Heat Bed Scans gelöscht werden. Zum Überprüfen lesen Sie einfach die Daten mit dem Befehl „M3013“...
-
Seite 31: Einstellen Des Abstands Zwischen Düse Und Druckplatte
c) Einstellen des Abstands zwischen Düse und Druckplatte Zur Kalibrierung wird beim Dual-Extruder nur der linke Extruder (aus der Frontansicht) (Extruder 0) verwendet. Der Abstand zwi- schen Düse und der Heizplatte muss hier auf 0,3 mm eingestellt werden. Wichtig! Die Position mit dem geringsten Abstand zwischen Düse und Heizplatte ermitteln Sie im kalten Zustand. Die Grundein- stellung des oberen Z-Endschalters (Z-min.;... - Seite 32 Kugelgewindetriebe nachjustiert werden. Beachten Sie hier- zu das Kapitel „12. e) Zusammenbau der mechanischen Grundkon- struktion“ in der Montageanleitung des RF2000 v2 Bausatzes. Passt der zwischen hinten und vorne nicht, muss der Untertisch vor- sichtig ausgerichtet werden. Dabei muss jedoch vorher die Druck-...
- Seite 33 Aufheizen auf die Einstell-Temperatur Fahren Sie die Druckplatte mit der Pfeiltaste „nach unten“ (3), ein Navigieren Sie mit den Richtungstasten (1) zum Menüpunkt „Extru- der“. paar Zentimeter nach unten. Anschließend drücken Sie auf OK. Drücken Sie OK. Drücken Sie nochmals OK, um „Temp. Bed“ auszuwählen. Stellen Sie mit den Richtungstasten die Temperatur für die Druckplat- Drücken Sie OK.
- Seite 34 Drücken Sie 2x die Richtungstaste „links“, um wieder ins Hauptmenü Warten Sie, bis die Ist-Temperatur des linken Extruders und der zu wechseln. Druckplatte die von Ihnen eingestellte Temperatur anzeigt. Lassen Sie beides noch min. 10 Minuten weiterheizen, bis sich die Temperatur der Druckplatte stabilisiert hat und diese vollständig durchgeheizt ist und sich der Extruder vollständig ausgedehnt hat.
- Seite 35 Einstellen des linken Extruders (Extruder 0) Nehmen Sie einen 0,3 mm Streifen einer Fühlerlehre zur Hand und Halten Sie den linken Extruder oben am Einlauf fest und lösen Sie schieben Sie ihn vorsichtig zwischen den linken Extruder und die vorsichtig die linke Schraube der Extruder-Halterung. Druckplatte (siehe Pfeil im Bild).
-
Seite 36: D) Durchführen Des Head Bed Scans Für Pla Oder Abs
d) Durchführen des Head Bed Scans für PLA oder ABS Der Text unter dem jeweiligen Bild beschreibt, welche Taste gedrückt bzw. was eingestellt werden muss, wenn diese Anzeige zu sehen ist. Start des Heat Bed Scans Drücken Sie bei der Hauptanzeige OK (2). Fahren Sie mit den Richtungstasten (1) zum Menüpunkt „Configu- ration“. - Seite 37 Sobald die Temperaturen erreicht sind, wartet der Drucker 10 Minu- Anschließend startet automatisch der Head Bed Scan. ten, damit die Extruder und die Druckplatte komplett durchgeheizt sind. Die Wartezeit wird in Sekunden in der Statuszeile angezeigt. Ausrichten der beiden Extruder Nach erfolgter Vermessung fahren die Druckplatte und die Extruder- Achtung! Sie sollten während des Scans immer in der Einheit wieder in die Home-Position und unmittelbar danach in die...
- Seite 38 Ermitteln des aktuellen Abstands zwischen Düse und Druckplatte bei Drucktemperatur Der Drucker fährt mit der Z-Achse in die Home Position. Der Druck- Sobald die Temperatur erreicht ist, wartet der Drucker 10 Minuten, tisch wird etwas abgesenkt. damit die Extruder komplett durchgeheizt sind. Unmittelbar danach heizt er die Extruder automatisch auf die Druck- Die Wartezeit wird in Sekunden in der Statuszeile angezeigt.
-
Seite 39: E) Durchführen Des Schnellen Head Bed Scans
e) Durchführen des schnellen Head Bed Scans Der Text unter dem jeweiligen Bild beschreibt, welche Taste gedrückt bzw. was eingestellt werden muss, wenn diese Anzeige zu sehen ist. Aufheizen der Druckplatte und der Extruder Drücken Sie bei der Hauptanzeige OK (2). Wählen Sie mit den Richtungstasten (1) „Extruder“... - Seite 40 Wählen Sie mit den Richtungstasten „Temp. 1“ aus. Drücken Sie OK. Stellen Sie mit den Richtungstasten „120 °C“ ein. Drücken Sie OK. Drücken Sie 2x die Richtungstaste „links“, um wieder ins Hauptmenü Warten Sie, bis die Ist-Temperatur der Extruder im Display 120 °C zu wechseln.
- Seite 41 Drücken Sie OK, um „Scan“ auszuwählen und damit den Heiz-Bett- In der Statusanzeige des Hauptmenüs erscheint „Heat Bed Scan“. Scan zu starten. Drücken Sie 3x die Richtungstaste „links“, um wie- Die Geometrie der Druckplatte wird nun automatisch vermessen. der ins Hauptmenü zu wechseln. Dieser Vorgang dauert einige Zeit.
-
Seite 42: Einlegen, Entfernen Und Wechseln Des Filaments
15. Einlegen, Entfernen und Wechseln des Filaments a) Einlegen des Filaments - mechanischer Teil Stecken Sie die Filament-Rollen auf die Welle des Filament-Halters. Drücken Sie außen auf die Kugellagerhalterung und führen Sie dabei Die Filament-Rollen müssen frei beweglich sein. das Filament durch die Kugellagerhalterung hindurch ein. Schieben Sie das Filament am Vorschubmotor vorbei bis zum An- Zum Einstellen des Anpressdrucks der Kugellager führen Sie einen schlag in den Extruder ein. -
Seite 43: B) Einlegen Des Filaments Über Das Menü Vom Drucker
b) Einlegen des Filaments über das Menü vom Drucker Vor dem Einlegen, Entfernen oder Wechseln des Filaments muss der entsprechende Extruder aufgeheizt werden, damit sich das Filament sauber in den Extruder einlegen bzw. aus dem Extruder entfernen lässt. Berühren Sie beim Einlegen, Entfernen oder Wechseln des Filaments nicht die heißen Extruder! Verbrennungsgefahr! Warten Sie beim manuellen Einlegen, Entfernen oder Wechseln des Filaments immer ab, bis die Extruder-Temperatur er- reicht ist und lassen Sie den Extruder noch ca. - Seite 44 Drücken Sie OK. Navigieren Sie mit den Richtungstasten zu „Active Extruder“. Drücken Sie OK. Dann wird als aktiver Extruder der 2. ausgewählt Wählen Sie mit den Richtungstasten zum Punkt „Temp. 1“ aus. (Extruder 1). Drücken Sie OK. Stellen Sie mit den Richtungstasten „200 - 230 °C“ (z.B. für PLA) ein. Drücken Sie OK.
-
Seite 45: Entfernen Und Wechseln Des Filaments
Damit ist das Einlegen des Filaments abgeschlossen. Drücken Sie 2x die Richtungstaste „links“, um wieder ins Hauptmenü zu wechseln. Wichtig! Beim rechten Extruder muss auf jeden Fall als aktiver Ex- truder der „Extruder 1“ ausgewählt werden. Dann kann das Einlegen auch mit der Funktion „Load Filament“... -
Seite 46: Erster Ausdruck Eines Beispielobjekts Von Der Sd-Karte
16. Erster Ausdruck eines Beispielobjekts von der SD-Karte Beim Aufheizen kann es zu leichter Rauch- bzw. Dampfentwicklung kommen. Dies ist normal. Bitte sorgen Sie für entspre- chende Belüftung. Wenn Sie mit PLA-Filament drucken und Probleme mit der Haftung der Druckobjekte haben, bekleben Sie die Druckplatte mit Putz-Band oder einem leicht strukturierten Kreppband. Im Handel ist auch spezielles Klebeband verfügbar, welches genau für diesen Zweck entwickelt wurde. Alternativ kann auch Haarspray oder ein spezieller Klebestift verwendet werden. Die fertigen Druckdateien finden Sie auf der beiliegenden SD-Karte im Ordner PLA-GCODE. - Seite 47 Zuerst wird die Druckplatte aufgeheizt. Danach fahren die Achsen in die Home-Position und der Extruder wird aufgeheizt. Sobald der Extruder seine Betriebstemperatur erreicht hat, startet der Druck. Der Fortschritt des Aufheizvorgangs von Druckplatte und Extruder kann anhand der Temperaturanzeigen in der oberen Displayzeile verfolgt werden.
-
Seite 48: Allgemeine Hinweise Zum 3D-Druck
17. Allgemeine Hinweise zum 3D-Druck Die Druckqualität bei 3D-Drucken hängt von sehr vielen Faktoren ab. Es ist deshalb nicht immer gleich beim ersten Versuch möglich, ein befriedigendes Druckergebnis zu erhalten. Extruder-Temperatur Die optimale Extruder-Temperatur ist vom Filament-Material und der Druckschicht-Stärke abhängig. Die Herstellerangaben für die Drucktem- peratur variieren hier zum Teil sehr stark. -
Seite 49: Software „Repetier-Host
18. Software „Repetier-Host“ a) Verbinden des angeschlossenen Druckers Starten Sie das Programm Repetier-Host und klicken Sie rechts oben im Fenster auf „Druckereinstellungen“. • Wählen Sie oben im Menü den Drucker aus (1). In unsererem Beispiel ist dies der „RF2000v2_3D_Dual“ mit Dual-Extruder. Besitzer der Single-Variante müssen entsprechen die Single-Version „RF2000v2_3D_Single“... - Seite 50 Klicken Sie im Hauptbildschirm der Software links oben auf „Verbinden“. Nach einigen Sekunden wechselt das Symbol auf einen verbundenen Stecker und die Beschriftung ändert sich in „Trennen“. Der Drucker wurde erfolgreich mit der Software verbunden und es können nun einige manuelle Einstellungen ausprobiert werden.
-
Seite 51: Manuelle Bedienung Über Die Software
b) Manuelle Bedienung über die Software Klicken Sie im Hauptbildschirm der Software auf den Tab „Manuelle Kontrolle“ (1). Vor dem Ausprobieren der manuellen Druckersteuerung muss unbedingt die Einstellung der Endschalter für die Z- und die Y-Achse vorgenommen worden sein. Beim Fertiggerät wurde die erste Grundeinstellung bereits bei der Produktion durch- geführt, sollte jedoch zur Sicherheit nochmals kontrolliert werden. -
Seite 52: C) Platzierung Eines Druckobjekts In Der Software
c) Platzierung eines Druckobjekts in der Software Klicken Sie im Hauptbildschirm der Software im Tab Objektplatzierung auf das „+“-Symbol. Wählen Sie die gewünschte Datei aus und klicken Sie auf „OK“. Alternativ können Sie die Datei auch einfach in die Software hereinziehen. Das 3D-Objekt „fällt“ auf die Druckplatte im Hauptfenster und es wird eine Nahaufnahme angezeigt. Mit dem Scrollrad der Maus können Sie die Ansicht wieder herauszommen, damit Sie wieder die komplette, virtuelle Druckplatte sehen. - Seite 53 Kurzbeschreibung der wichtigsten Schaltflächen im Tab „Objektplatzierung“: (1) Speichern des Objekts (2) Hinzufügen von Objekten (wie oben beschrieben), es können auch mehrere Objekte hinzugefügt werden (3) Kopieren von Objekten für mehrfachen Ausdruck (in einem weiteren Fenster kann die Anzahl der Kopien gewählt werden) (4) Zentrierung des Objekts auf der Druckplatte (5) Spiegeln des Objekts (6) Löschen des Objekts von der Druckplatte...
- Seite 54 Platzieren eines Druckobjekts für 2-farbigen Druck Für den Druck eines zweifarbigen Objekts werden normalerweise zwei 3D-Objekt Dateien verwendet. Auf der SD-Karte befindet sich z.B. ein 2-farbiger Würfel „Cube_1.stl“ und „Cube_2.stl“. Der eine Teil für den 1. Extruder, der zweite Teil für den 2. Extruder. Sie finden die Dateien im Ordner „\STL\Dual_Cube“.
- Seite 55 Anschließend klicken Sie auf das Dropdown-Menü in der gelben Fläche hinter „Cube_2“ und ändern den Extruder von 1 auf 2.
-
Seite 56: Vorbereitung Zum Druck
(1) Wechseln Sie in den Reiter „Slicer“ und wählen Sie im Dropdown-Menü „Slicer:“ den Slicer für Ihren Drucker aus. In unserem Beispiel wäre das der Slicer „RF2000v2“. Hierbei ist es egal, ob Sie den RF2000 v2 mit Single- oder Dual-Extruder verwenden. Es ist immer der- selbe Slicer, auch wenn Sie mit dem Dual-Extruder ein Single Objekt slicen wollen. - Seite 57 Druckereinstellung (in den Slicer-Einstellungen „Printer Settings“) Filament-Material_Düsendurchmesser_Extruder Beispiel: GENERIC175_04_SINGLE = 1,75 mm PLA (alle Hersteller)_Düsendurchmesser 0,4 mm_Single-Extruder (für 1-farbigen Druck) Wenn Sie ein Objekt 1-farbig ausdrucken wollen, wählen Sie hier das Setting mit „SINGLE“ aus. Für den 2-farbigen Druck wählen Sie das Setting mit „DUAL“...
- Seite 58 Mit der Steuerung darunter kann die Layer-Ansicht beeinflusst werden. Vorbereitung des Druckobjekts für 2-farbigen Druck Dieser Abschnitt ist nur für Besitzer der Dual-Extruder Variante des RF2000 v2 relevant. Wählen Sie für das Slicen jetzt bei „Druckereinstellung“ ein Setting mit der Endung „DUAL“ aus (z.B. „GENERIC175_04_DUAL“).
- Seite 59 Dieser Würfel ist auch sehr gut geeignet, um das Extruder Offset für X und Y einzustellen. Sie finden die Funktion „Extruder Offset X“ und „Extruder Offset Y“ im Menü unter „Configuration“ - „General“. Mit dieser Einstellung korrigiert man die Abstände der beiden Extruder. X korrigiert dabei den Abstand zwischen den beiden Extru- dern, d.h.
-
Seite 60: E) Druck
e) Druck Die so entstandene Druckdatei kann nun gedruckt werden. Hierzu gibt es zwei Möglichkeiten: • Speichern Sie die Druckdatei auf eine SD-Karte, um dann Stand-Alone auszudrucken. Klicken Sie dazu auf „Als Datei speichern“ (1). Dies speichert die Datei als *.gcode und ist gleich zu setzen, wenn Sie die Datei aus dem G-Code Editor speichern (Diskettensymbol). Hier wird exakt das in die Datei gespeichert, was im G-Code steht. - Seite 61 Das Grafik-Fenster kann zur Anzeige der Temperaturkurven umgeschaltet werden. Dort werden die Temperaturen und deren Verlauf grafisch in einem Diagramm angezeigt. Während der ersten Zentimeter des Drucks kann der Abstand zwischen Heizplatte und den Extrudern mit den Tasten für die Heizplattenbewe- gung (3) manuell feinjustiert werden.
- Seite 62 Wenn Sie den Heat Bed Scan für PLA (Scan PLA) oder ABS (Scan ABS) durchgeführt haben, sollte der Drucker beim Drucken be- reits den optimalen Abstand zwischen Düse und Druckplatte einstellen. Haben Sie nur den schnellen Head Bed Scan (Scan) durch- geführt, können Sie den Abstand mit Hilfe des Punkts „Z Offset“...
-
Seite 63: Nähere Beschreibung Der Slicer-Funktionen
f) Nähere Beschreibung der Slicer-Funktionen Nachfolgend sind einige Einstellungen des Slicers erklärt, die jedoch nur von erfahrenen Benutzern verändert werden sollten. Falsche Einstellungen können zur Beschädigung des 3D-Druckers oder zu fehlerhaften Ausdrucken führen. Anfänger sollten in jedem Fall zuerst mit den Grundeinstellungen arbeiten, die in die Custom-Version integriert sind. Wenn Sie Änderungen in den Einstellungen vornehmen, müssen diese jeweils in den Konfigurationseinstellungen durch Anklicken des Diskettensymbols gespeichert werden. - Seite 64 Wählen Sie zuerst im Fenster des Slicers die Einstellungen aus, die Sie ändern möchten (1). Klicken Sie anschließend auf das Menü „Settings“ (2) und öffnen Sie den Punkt „Print Settings...“ (3). Print Settings (1) Layer-Höhe (Genauigkeit/Auflösung des Druckobjekts) (2) Layer-Höhe des ersten Layers (beeinflusst die Anpassung und Haftung auf der Druckplatte, erstes Layer etwas stärker als die folgenden Layer einstellen) (3) Anzahl der äußeren Wandungs-Layer (4) Für Hohlkörper (z.B.
- Seite 65 (1) Objektfüllung (0-100%) Wir empfehlen eine Objektfüllung von 10% bis 40%. (2) Füllmuster des Objekts und des ersten und letzten Layers (1) Loops sind Kreise, die beim Druckstart um das Objekt gezogen werden, um den Filament-Fluss zu stabilisieren, bevor das eigentliche Objekt gedruckt wird.
- Seite 66 (1) Auswahl und Anpassung des Stützmaterials, das beim Druck von komplexen Objekten, wie z.B. Brücken oder Hohlräumen benötigt wird (evtl. erforderlich bei Druckobjekten mit Überhängen > 45°). Der erste Druckversuch sollte möglichst ohne Stützmaterial erfolgen, da hier meist das Ergebnis besser ist. Hier können sämtliche Geschwindigkeiten eingestellt bzw.
- Seite 67 Hier können die Extruder zugeordnet werden. Es ist z.B. möglich, einen der beiden Extruder nur für den „Infill“ zu nutzen. Hier kann die Extrusions-Breite für sämtliche verschiedene Druckvarianten eingestellt werden. Mit Extrusions-Breite ist hier die Breite des austretenden Kunststofffadens gemeint. Z.B. kann diese beim ersten Layer erhöht werden, damit der Boden des Druckobjekts dichter wird.
- Seite 68 (1) Im Notizfeld können wichtige Informationen zu diesem Slicer-Setting enthalten sein. Außerdem können hier Infos zu den Filamenten ver- mekt sein, mit denen dieses Setting getestet bzw. erstellt wurde. Sollte hier eine Notiz vorhanden sein, gilt diese nur für dieses Slicer-Setting, z.B. für „PLA175_200_04“. Bitte beachten Sie auch die Notizfelder in den Reitern „Filament Settings“...
- Seite 69 Filament Settings (1) Filament-Durchmesser und Filament-Durchmesser-Toleranzen nach Herstellerangabe werden hier eingestellt. Ist keine Herstellerangabe vorhanden, können diese Werte auch mit einer Schieblehre gemessen werden (1 m Filament-Material an 10 verschiedenen Punkten messen und dann den Mittelwert hier einstellen). (2) Temperatureinstellung für Extruder und Heiz-Bett getrennt nach dem ersten und allen anderen Layern. Empfohlene Einstellungen des Filament-Herstellers beachten! Da die optimalen Werte abhängig vom Filament-Hersteller extrem schwanken können, sollten, ausgehend von den Voreinstellungen eigene Versuche gemacht werden, um eine optimale Druckqualität zu erreichen.
- Seite 70 Klicken Sie im Fenster des Slicers auf das Menü „Settings“ (1) und öffnen Sie den Punkt „Printer Settings...“ (2). Printer Settings (1) Geometrische Daten der Druckplatte (2) Anzahl der Extruder...
- Seite 71 (1) Der Startcode beinhaltet die ersten Befehle, die der 3D-Drucker ausführt. Hier kann z.B. eine Z-Kompensation gestartet werden. Der Z-Kompensationsbefehl könnte dann folgendermaßen lauten: M3006 S-100 (-100 sind in diesem Fall 100 µm oder 0,1 mm) Steht dem Wert ein - vor, wird der Abstand zwischen Düse und Heiz-Bett geringer. Bei einem + größer. (2) Der Endcode wird am Ende des Drucks ausgeführt und könnte z.B.
- Seite 72 (1) Einstellung des Düsendurchmessers (2) Einstellungen zum Filament-Rückzug, wenn der Extruder während des Drucks an eine andere Stelle des Druckobjekts fährt. Würde hierbei das Filament nicht zurückgezogen, käme es zu Tropfen- bzw. Fadenbildungen, die die Druckqualität negativ beeinflussen. Der Reiter „Extruder 1“ und „Extruder 2“ müssen zumindest für den normalen Dual-Druck identisch sein.
-
Seite 73: Einrichten Einer Weiteren Slic3R-Version
„Slic3r“ nicht umbenennen und trotzdem in das Verzeichnis kopieren, wird der bereits vorhandene Ordner „Slic3r“ im Verzeichnis „Repetier-Host- renkforce“ überschrieben! • Öffnen Sie jetzt die Repetier-Host Software. • Klicken Sie auf den Reiter „Slicer“ und anschließend auf den Button „Manager“. - Seite 74 • Klicken Sie zuerst auf den Slicer Ihres Druckers und notieren bzw. kopieren Sie sich den Pfad des Konfigurationsverzeichnises. • Im Menü „Slicer“ wählen Sie jetzt den gewünschten Slicer aus, den Sie einbinden wollen. In unserem Beispiel wäre das „Slic3r“. •...
- Seite 75 • Wählen Sie bei „Slicer:“ den ursprünglichen Slicer Ihres Druckers aus und klicken Sie auf „Konfiguration“. • Klicken Sie auf „File“ und anschließend auf „Export Config Bundle...“. Speichern Sie die Datei auf Ihrem PC ab. • Schließen Sie das Fenster wieder. •...
- Seite 76 • Wenn jetzt der neue Slicer oben bei „Slicer:“ ausgewählt ist, haben Sie unten in den Menüs („Druckeinstellung“; „Druckereinstellung“; „Filamenteinstellungen“) diesel- ben Slicer-Einstellungen wie im originalen Slicer Ihres Dru- ckers. Bitte beachten Sie! Es kann durchaus sein, dass Sie die importierten Settings noch an die neue Sli- cer-Version anpassen müssen.
-
Seite 77: Erweiterte Kalibrierung
19. Erweiterte Kalibrierung a) Ermitteln der höchsten Position der Druckplatte Sobald der Head Bed Scan einmal durchgeführt wurde, kann mit Hilfe der Repetier-Host Software die Matrix des Druckplatten Scans ausge- lesen werden. Aus den Werten der Matrix kann man die Position auf der Druckplatte ermitteln, die den geringsten Abstand zur Düse hat. Dies kann dann prinzipiell für alle weiteren Scans verwendet werden, so lange sich an der Druckplatte nichts ändert. - Seite 78 • Klicken Sie oben auf den Reiter „Manuelle Kontrolle“. • Geben Sie in das Feld „G-Code“ „M3013“ (ohne Anführungszei- chen) ein und klicken Sie auf den Butten „Senden“. Der Befehl „M3013“ gibt die Werte der Matrix in Steps aus. Wenn Sie stattdessen den Befehl „M3013 P1“...
- Seite 79 Anfahren der Offset-Position • Fahren Sie zuerst alle Achsen in die Home-Positionen. Klicken Sie dazu auf das Haus-Symbol ohne Beschriftung. Wenn die Zahlen in den Feldern X, Y und Z rot gefärbt sind, wurde noch keine Home-Position angefahren. Die Software weiß demnach nicht, wo die Achsen des Dru- ckers gerade stehen.
- Seite 80 • Fahren Sie jetzt die Y-Achse auf die zuvor ausgelesene Position. • Geben Sie dazu den Befehl „G1 Y250“ (ohne Anführungszeichen) in das Feld „G-Code“ ein und klicken Sie auf „Senden“. Die 250 ersetzen Sie dabei mit Ihrem Y-Wert. Der Drucker fährt die Y-Achse auf die Position. In unserem Beispiel auf die Y-Position 250.
-
Seite 81: B) Feinjustierung Des Filament-Vorschubs
b) Feinjustierung des Filament-Vorschubs In diesem Kapitel wird beschrieben, wie Sie den Filament-Vorschub genau justieren können, um z.B. die Toleranz des Vorschubrändels auszu- gleichen. In unserem Beispiel führen Sie die Kalibrierung des linken Filament-Vorschubs durch. Vorbereitung • Installieren Sie, falls noch nicht geschehen, die Software Repetier-Host inkl. der Treiber und schließen Sie den Drucker an dem Computer an (siehe Kapitel „12. - Seite 82 • Wenn das Filament markiert ist, fördern Sie genau 50 mm. Dazu fahren Sie mit der Maus bei der rechten Steuerung unten links über den Pfeil (siehe roter Pfeil). Wenn Sie mit dem Mauszeiger ganz unten sind (siehe Pfeilspitze vom roten Pfeil) und in der Mitte 50 angezeigt wird, klicken Sie genau einmal.
- Seite 83 Berechnung und Korrektur des Vorschubs Die Formel zur Berechnung der tatsächlich geförderten Menge ist wie folgt: Gesamte Länge in mm - Restmenge in mm = Tatsächlich geförderte Menge in mm 100 mm 46 mm 54 mm Die Formel zur Berechnung des neuen Werts „Steps per mm“ ist wie folgt: Geförderte Menge in mm : Tatsächlich geförderte Menge in mm * Aktueller Wert Steps per mm = neuer Wert Steps per mm 50 mm 54 mm...
-
Seite 84: C) Feinjustierung Der Beiden Extruder
Dieses Kapitel ist nur für Besitzer des RF2000 v2 mit Dual-Extruder relevant. Um einen perfekten 2 farbigen Ausdruck zu erstellen, ist es evtl. nötig, die Abstände der beiden Extruder nach zu justieren. Dies wird auch als Extruder-Offset bezeichnet. Stimmt die Offset-Einstellung nicht mit der mechanischen Gegebenheit überein, stimmen die Schichten, die vom Extruder 0 und Extruder 1 gedruckt werden, ebenfalls nicht 100%ig überein. - Seite 85 Einstellen des ermittelten Werts Zum Einstellen des Werts öffnen Sie zuerst im Menü den Punkt „Configuration“ und anschließend den Punkt „General“. Navigieren Sie zu „Extruder Offset X“ und drücken Sie OK (2). Stellen Sie den ermittelten Wert für den Offset X mit Hilfe der beiden Tasten „oben“ und „unten“ (1) ein. Bestätigen Sie mit der Taste OK (2).
-
Seite 86: Korrektur Der Druckplatten-Temperatur
d) Korrektur der Druckplatten-Temperatur In der Firmware besteht die Möglichkeit, die Temperatur der Druckplatte anzupassen. Hierzu muss auf der Oberfläche die tatsächliche Tem- peratur, bei unterschiedlich eingestellten Temperaturen, gemessen werden. Die gemessenen Werte müssen dann wiederum in der Firmware eingetragen werden. So kann der Drucker die Temperatur automatisch anpassen. Prüfen Sie, bevor Sie beginnen, ob eine neue Version der Firmware verfügbar ist. -
Seite 87: Firmware-Update Mit Der Arduino
Beachten Sie hierzu das Kapitel „12. a) Download und Entpacken des Software-/Firmware-Pakets“. Außerdem können Sie die Firmware unter https://github.com/RF1000/Repetier-Firmware herunterladen. Hier werden immer die aktuellsten Firmware-Updates, sowohl für den RF1000, als auch den RF2000 und RF2000 v2 zur Verfügung gestellt. Man kann dort zwischen zwei so genannten „Branches“ wählen: „Master“... - Seite 88 • Starten Sie die Arduino -Software. • Wählen Sie im Menü „Werkzeuge“ (1) die Option „Platine“ (2) und stellen Sie den Typ „Arduino/Genuino Mega or Mega 2560“ (3) ein. • Wählen Sie im Menü „Werkzeuge“ (1) die Option „Prozessor“ (2) und stellen Sie den Typ „ATmega2560 (Mega 2560)“ (3) ein.
- Seite 89 • Wählen Sie im Menü „Werkzeuge“ (1) die Option „Port“ (2) und stellen Sie den richtigen Port (3) ein. Die Portnummer ist systemabhängig. Sie können im Gerätemanager in der Systemsteuerung unter Anschlüsse (COM und LPT) nachsehen. • Wählen Sie im Menü „Datei“ die Option „Öffnen...“ und wählen Sie die Datei „Repetier.ino“ aus dem heruntergeladenen Firmware-Ordner aus.
- Seite 90 • Klicken Sie in dem neuen Fenster auf den Button mit dem Pfeil nach rechts, um die neue Firmware zu Kompilieren und an den 3D-Drucker zu übertragen. Sobald das Update gestartet ist, darf die USB-Verbindung zum Drucker nicht unterbrochen werden. Dies könnte irreparable Schäden hinterlassen.
-
Seite 91: Wartung
21. Wartung a) Allgemeines Überprüfen Sie regelmäßig die technische Sicherheit des 3D-Druckers z.B. auf Beschädigung der Netzleitung oder des Gehäuses. Wenn anzunehmen ist, dass ein gefahrloser Betrieb nicht mehr möglich ist, so ist das Gerät außer Betrieb zu setzen und gegen unbeabsich- tigten Betrieb zu sichern. -
Seite 92: C) Sicherungswechsel
Methode 3: Falls die zuvor beschriebene Prozedur ebenfalls nicht zum Erfolg geführt hat, heizen Sie den Extruder auf Drucktemperatur (PLA = 230 °C, ABS = 270 °C) auf. Wenn die Temperatur erreicht ist, lassen Sie etwas Filament extrudieren. Lassen Sie dann den Extruder abkühlen. Bei PLA auf ca. 90-110 °C und bei ABS auf ca. 110-130 °C. Die richtige Temperatur hängt sehr vom verwendeten Filament ab. -
Seite 93: Riemenspannung Überprüfen
d) Riemenspannung überprüfen • Überprüfen Sie von Zeit zu Zeit die Spannung der Antriebsriemen. • Spannen Sie diese bei Bedarf nach, indem Sie die Riemenspanner mit den Einstellschrauben so einstellen, dass sich die Zahnriemen noch leicht mit zwei Fingern um 180° verdrehen lassen. Die Zahnriemen dürfen keinesfalls zu stark gespannt werden. - Seite 94 25 mm Kippen Sie den Drucker nahe einer Tischkante auf seine linke Seite Messen Sie, wie im Bild gezeigt, den Abstand der beiden Zahnrie- und befestigen Sie das Gewicht mit der Schnur am nun unten liegen- menhälften. Stellen Sie mit dem Riemenspanner einen Abstand von den Teil des Zahnriemens für die Y-Richtung.
-
Seite 95: E) Düsenwechsel
So lässt sich die Düse leichter, ohne dass sich das Dichtband im Gewinde schoppt, eindrehen (siehe kleines Bild rechts). Beachten Sie hierzu das Kapitel „13. b) Zusammenbau Extruder“ in der Montageanleitung des RF2000 v2 Bausatzes. • Schrauben Sie die neue Extruder-Düse vorsichtig in den Heizblock ein und ziehen diese wieder fest (sichern des Heizblocks nicht verges- sen!). -
Seite 96: Problembehebung
22. Problembehebung Mit dem 3D-Drucker haben Sie ein Produkt erworben, welches nach dem Stand der Technik konstruiert wurde und betriebssicher ist. Dennoch kann es zu Problemen oder Störungen kommen. Deshalb möchten wir Ihnen hier beschreiben, wie Sie mögliche Störungen beheben können: Beachten Sie unbedingt die Sicherheitshinweise! Nach dem Einschalten funktioniert der 3D-Drucker nicht. - Seite 97 • Eventuell wurden die Dehnungsmessstreifen verspannt montiert. Um dies zu überprüfen, gehen Sie wie folgt vor (es darf kein Filament eingelegt sein): Notieren Sie sich den Messwert der Dehnungsmessstreifen. Dies ist der Wert „F“ (6) im Hauptmenü, er wird in „digit“ angegeben. Drücken Sie von oben und unten sowie von links und rechts geben den Extruder-Wagen bzw.
- Seite 98 Das gedruckte Objekt haftet nicht auf der Druckplatte: • Die Temperatur der Druckplatte ist falsch eingestellt. Experimentieren Sie mit den Temperatureinstellungen in 5 °C-Schritten, um ein optima- les Druckergebnis zu erhalten. • Beim Druck problematischer Objekte ist es vorteilhaft, die Druckplatte vor dem Druck erst ca. 15 Minuten durchheizen zu lassen. •...
-
Seite 99: Handhabung
23. Handhabung • Stecken Sie den Netzstecker niemals gleich dann in eine Netzsteckdose, wenn das Gerät von einem kalten Raum in einen warmen Raum gebracht wurde. Das dabei entstehende Kondenswasser kann unter Umständen das Gerät zerstören. Lassen Sie das Gerät uneingesteckt auf Zimmertemperatur kommen. -
Seite 100: Anhang
26. Anhang a) Verdrahtungsplan Anschlussplan der Hauptplatine NOT-AUS NETZTEIL HEIZUNG DRUCK- ENDSCHALTER X PLATTE ENDSCHALTER STECKDOSE Z-MIN ENDSCHALTER Y Verwendete Abkürzungen: 230V SCHALTER = Hier wird das Kabel, welches von der Kaltgeräte-Kombibuchse kommt, angeschlossen bl = Hier wird die jeweilige blaue Leitung angeschlossen sw = Hier wird die jeweilige schwarze Leitung angeschlossen EXT. -
Seite 101: Anschluss
4polig grün/gelb/weiß/braun Motor Extruder 0 (1. Extruder) 4polig gelb/grün/braun/weiß 4polig gelb-braun/weiß-gelb/ 4polig weiß-gelb/gelb-braun/ Motor Extruder 1 (2. Extruder) braun-grün/weiß-grün weiß-grün/braun-grün Lüfter- Lüfter 1/2 (Single Extruder) 2polig rot/blau (+ = rot) 1440 mm 4polig rot/blau/grau-rosa/ Zusatz- 2polig grau-rosa/rot-blau rot-blau Lüfter 3/4 (nur Dual Extruder) platine (+ = grau-rosa) 2polig grau/rosa... -
Seite 102: Einrichtung Der Druckereinstellungen
b) Einrichtung der Druckereinstellungen Dieses Kapitel richtet sich nur an Benutzer, die nicht die Custom-Version der Software installiert haben. Wenn Sie die Cu- stom-Version installiert haben, kann dieses Kapitel übersprungen werden und dient nur zu Informationszwecken. Starten Sie das Programm Repetier-Host und klicken Sie rechts oben im Fenster auf „Druckereinstellungen“. •... - Seite 103 Klicken Sie den Tab „Drucker“ an. Übertragen Sie die Einstellungen 1:1 wie im folgenden Bild gezeigt und klicken Sie auf „Übernehmen“. Dual- und Single-Extruder Klicken Sie den Tab „Extruder“ an. Übertragen Sie die Einstellungen 1:1 wie im folgenden Bild gezeigt und klicken Sie auf „Übernehmen“. Dual-Extruder Single-Extruder...
- Seite 104 Klicken Sie den Tab „Druckerform“ an. Übertragen Sie die Einstellungen 1:1 wie im folgenden Bild gezeigt und klicken Sie auf „Übernehmen“. Beim Drucker mit Single-Extruder tragen Sie bei „„Breite Druckbereich:“ 200 ein. Dual-Extruder Single-Extruder Klicken Sie den Tab „Skripte“ an. Hier können Sie z.B.
-
Seite 105: Status- Und Fehlermeldungen
c) Status- und Fehlermeldungen Einige der Meldungen werden für eine gewisse Zeit im Display angezeigt und verschwinden dann automatisch wieder. Andere Mel- dungen, z.B. die mit einem „Error:“ beginnen, werden so lange im Display angezeigt, bis diese vom Benutzer bestätigt werden. Dazu drücken Sie einfach die Taste „OK“... - Seite 106 Test SG Wird angezeigt, so lange der DMS-Test läuft. Test completed Wird angezeigt, wenn der DMS-Test erfolgreich abgeschlossen worden ist. Test aborted Wird angezeigt, wenn der DMS-Test abgebrochen worden ist. Mehr Informationen über den aufgetretenen Fehler werden in die Logdatei vom Repetier-Host geschrieben. SD Card removed Wird angezeigt, wenn der RF erkennt, dass die SD Karte entfernt worden ist.
- Seite 107 Error: Wird angezeigt, wenn Output Object nicht ausgeführt werden kann, weil die Home-Position unbekannt ist. Output Object Kann ausgelöst werden durch: Home unknown - M3079 - den Menüpunkt „Output Object“ - wenn das Drucken/Fräsen von der SD Karte beendet worden ist Error: Wird angezeigt, wenn jemand versucht, Park Heat Bed zu starten, während ein Druck-/Fräsvorgang läuft.
- Seite 108 Error: Wird angezeigt, wenn der Z-Typ nicht geändert werden kann, weil gerade ein Druck-/Fräsvorgang ausgeführt Change Z Type wird. Operation denied Kann ausgelöst werden durch: - den Menüpunkt „Z Type“ Error: Wird angezeigt, wenn der Hotend-Typ nicht geändert werden kann, weil gerade ein Druckvorgang ausgeführt Change Hotend wird.
- Seite 109 Error: Wird angezeigt, wenn bei einem Temperatursensor ein Fehler festgestellt wird (= der Sensor liefert eine Tempe- Temperature Manager ratur < -10 oder > +300 °C). Sensor Error Die Firmware muss neu gestartet werden, bevor die Temperatursensoren wieder ausgewertet werden. Error: Wird angezeigt, wenn alle weiteren Bewegungen in Z-Richtung aufgrund von zu hohen DMS-Werten blockiert Emergency Z Block...
- Seite 110 Dies ist eine Publikation der Conrad Electronic SE, Klaus-Conrad-Str. 1, D-92240 Hirschau (www.conrad.com). Alle Rechte einschließlich Übersetzung vorbehalten. Reproduktionen jeder Art, z. B. Fotokopie, Mikroverfilmung, oder die Erfassung in elektronischen Datenverar- beitungsanlagen, bedürfen der schriftlichen Genehmigung des Herausgebers. Nachdruck, auch auszugsweise, verboten. Die Publikation entspricht dem technischen Stand bei Drucklegung.