Miller Dynasty 350 Betriebsanleitung
Einschließlich optionalem handwagen und kühler
ce und nicht-ce-modelle
Vorschau ausblenden
Andere Handbücher für Dynasty 350:
- Betriebshandbuch (134 Seiten) ,
- Betriebsanleitung (108 Seiten) ,
- Bedienungsanleitung (92 Seiten)
Inhaltsverzeichnis
Werbung
Quicklinks
www.MillerWelds.com
Dynasty 350, 700
Maxstar 350, 700
Einschließlich optionalem
Handwagen und Kühler
CE und Nicht-CE-Modelle
BETRIEBSANLEITUNG
OM-216 869AG/ger
2015−02
Verfahren
WIG-Schweißen
E-Handschweißen
Beschreibung
208/575-Volt-Modelle mit Auto-Linet
380/575 Volt Drei−phasig mit
Auto-Linet (CE)
Schweißstromquelle
R
R
Werbung
Inhaltsverzeichnis
Fehlerbehebung

Verwandte Anleitungen für Miller Dynasty 350














Inhaltszusammenfassung für Miller Dynasty 350
- Seite 1 OM-216 869AG/ger 2015−02 Verfahren WIG-Schweißen E-Handschweißen Beschreibung 208/575-Volt-Modelle mit Auto-Linet 380/575 Volt Drei−phasig mit Auto-Linet (CE) Schweißstromquelle Dynasty 350, 700 Maxstar 350, 700 Einschließlich optionalem Handwagen und Kühler CE und Nicht-CE-Modelle BETRIEBSANLEITUNG www.MillerWelds.com...
-
Seite 2: Inhaltsverzeichnis
Inhaltsverzeichnis ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR GEBRAUCH LESEN ..... . 1-1. Symbole ................1-2. - Seite 3 Inhaltsverzeichnis 5-17. Anzeige der Softwareversion ............5-18.
- Seite 4 DECLARATION OF CONFORMITY for European Community (CE marked) products. MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the product(s) identified in this declaration conform to the essential requirements and provisions of the stated Council Directive(s) and Standard(s).
-
Seite 5: Abschnitt 1 − Sicherheitsmassnahmen - Vor Gebrauch Lesen
ABSCHNITT 1 − SICHERHEITSMASSNAHMEN — VOR GEBRAUCH LESEN ger_som_2013−09 Schützen Sie sich und andere vor Verletzungen — lesen und befolgen Sie diese wichtigen Sicherheitsmaßnahmen und Betriebshin- weise und bewahren Sie sie gut auf. 1-1. Symbole GEFAHR! − Signalisiert eine Gefahrensituation, die Signalisiert besondere Hinweise. -
Seite 6: Augen Und Haut Verbrennen
D Alle Platten und Abdeckungen an ihrem Platz belassen. LICHTBOGENSTRAHLEN können D Das Massekabel mit gutem Metallkontakt zum Werkstück oder Augen und Haut verbrennen zum Werktisch so nahe wie möglich bei der Schweißstelle anklem- men. Beim Schweißen entstehende Lichtbogenstrahlen verursachen sehr intensive sichtbare und unsicht- D Die Masseklemme isolieren, wenn diese nicht an das Werkstück bare (ultraviolette und infrarote) Strahlen, die Augen angeschlossen ist, um jeglichen Kontakt mit einem Metallobjekt zu... -
Seite 7: Zusätzliche Gefahren Bei Installation, Betrieb Und Wartung
D Nach Beendigung der Schweißarbeiten den Arbeitsbereich auf LÄRM kann das Gehör schädigen. verbleibende Funken, glühende Teilchen und Flammen kontrollieren. Der Lärm einiger Verfahren oder Geräte kann das D Nur zulässige Sicherungen bzw. Schutzschalter einsetzen. Diese Gehör schädigen. dürfen weder zu groß ausgelegt sein noch dürfen sie umgangen werden. - Seite 8 D Bei Arbeiten in luftiger Höhe die Ausrüstung (Kabel und Leitungen) BEWEGLICHE TEILE können von fahrenden Flurförderzeugen fernhalten. Verletzungen verursachen. D Halten Sie sich beim manuellen Heben von schweren Teilen oder Geräten an die Leitlinien des Anwendungshandbuchs zur D Abstand zu beweglichen Teilen, wie z.B. Lüf- überarbeiteten NIOSH Hebegleichung (”Applications Manual for tern, halten.
-
Seite 9: Warnhinweise Nach California Proposition 65
1-4. Warnhinweise nach California Proposition 65 Schweiß- oder Schneidegeräte erzeugen Dämpfe und Gase Dieses Produkt enthält Chemikalien, u.a. auch Blei, die, laut die Chemikalien enthalten, welche lt. dem Staat Kalifornien, dem Staat Kalifornien, Krebs, Geburts− oder andere Fort- Geburts-defekte und in manchen Fällen Krebs hervorrufen pflanzungsschäden hervorrufen können. - Seite 10 OM-216 869 Seite 6...
-
Seite 11: Abschnitt 2 − Definitionen
ABSCHNITT 2 − DEFINITIONEN 2-1. Zusätzliche Sicherheitssymbole und Definitionen Einige Symbole betreffen nur CE-Produkte. Achtung! Die Symbole weisen auf mögliche vorhandene Gefahren hin. Safe1 2012−05 Trockene Isolierhandschuhe tragen. Elektrode nicht mit bloßer Hand berühren. Keine feuchten oder beschädigten Handschuhe tragen. Safe2 2012−05 Eigenen Körper zum Schutz vor Stromschlägen gegen Werkstück und Erde isolieren. - Seite 12 Warnschild nicht entfernen oder übermalen/überdecken. Safe20 2012−05 Das Produkt (sofern zutreffend) nicht mit dem normalen Hausmüll entsorgen. Gebrauchte Elektro- und Elektronikgeräte (WEEE) zur Wiederverwertung bei einer benannten Sonder-Sammelstelle abgeben. Für weitere Informationen wenden Sie sich an ihre örtliche Recycling-Stelle oder an ihren zuständigen Fachhändler. Safe37 2012−05 Vor Arbeiten an der Maschine den Netzstecker ziehen.
-
Seite 13: Verschiedene Symbole Und Definitionen
2-2. Verschiedene Symbole und Definitionen Ampere Timer Anschluss für Nachflusszeit Volt Maximal möglicher Strom bei Nennlast 1max Ausgang Gaseingang Anfangsstromstärke Gleichstrom Schutzleiter (Erde) Gas/BISS-Regler Schutzgrad Lichtbogenstärke (BISS) Wechselstrom Polaritätsregler %-Impuls (Zeit) Einschaltdauer Fernsteuerung 2T Hold EP Stromstärke Primärspannung Aus Speicher auslesen EN Stromstärke Nennspannung... - Seite 14 Regelung Stromanstiegszeit WS-Frequenz min.−max. Impulsfrequenz 3-phasiger stati- Prozent scher Frequenz- Umwandler-Trans- formator-Gleich- Schweißverfahren richter Impulszündung (WIG-Schweißen) Notizen OM-216 869 Seite 10...
-
Seite 15: Abschnitt 3 − Technische Daten
Stromversorgung das Gerät anzuschließen ist und/oder wie die abgegebene Nennleistung ist. Vermerken Sie die Seriennummer auf der Rückseite dieses Handbuchs, damit Sie später darauf zurückgreifen können. 3-2. Technische Daten A. Dynasty 350 Modelle Nenn− Spitzen- Ampereeingang bei Nennlastausgang 50/60 Hz... - Seite 16 Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com C. Dynasty 700 Modelle Nenn− Spitzen- Ampereeingang bei Nennlastausgang 50/60 Hz spannung Amperebe- Maximale Leer- (Start) reich laufspannung Nennschweiß- (ansteigend) Stromver- Gs (Uo) (Up) sorgung Ausgang 500 A bei 40 Volt, 100% Einschaltdauer *(0,08) 75...
-
Seite 17: Abmessungen, Gewichte Und Sockel- Montagebohrungen
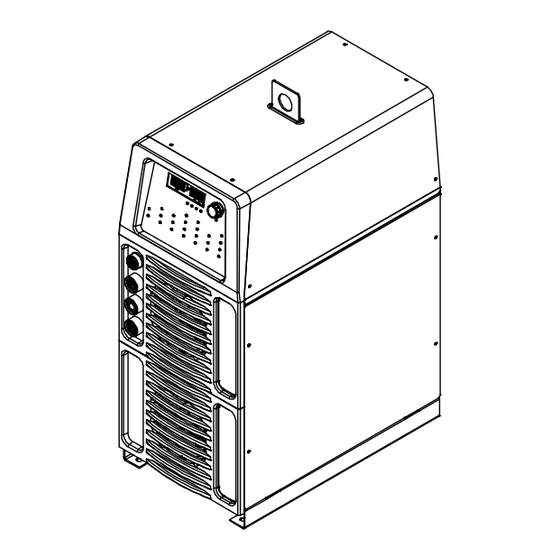
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 3-3. Abmessungen, Gewichte und Sockel- Montagebohrungen Gesamt-Abmessungen (A, B und C) einschließlich Aufhängeöse, Griffe, Kleinteile etc. A. Schweißstromquelle Abmessungen 24-3/4 in (654 mm) − 34-5/8 in (879 mm) − 350 A-Modelle 700 A-Modelle 13-3/4 in (349 mm) 22 in (559 mm) -
Seite 18: Umweltvorschriften
Schweißabläufe verwenden. ce-emf 2 2010-10 C. Informationen über die elektromagnetische Verträglichkeit (EMV) (Dynasty 350) Diese Klasse A Ausrüstung ist nicht für die Anwendung in Wohngebieten gedacht, in denen die Stromversorgung über das öffentliche Niederspannungssystem gewährleistet wird. Aufgrund leitungsgeführter sowie abgestrahlter Störgrößen können Schwierigkeiten bei der Sicherung der elektromagnetischen Verträglichkeit an diesen Orten auftreten. -
Seite 19: Informationen Über Die Elektromagnetische Verträglichkeit (Emv) (Maxstar 700)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com F. Informationen über die elektromagnetische Verträglichkeit (EMV) (Maxstar 700) Diese Klasse A Ausrüstung ist nicht für die Anwendung in Wohngebieten gedacht, in denen die Stromversorgung über das öffentliche Niederspannungssystem gewährleistet wird. Aufgrund leitungsgeführter sowie abgestrahlter Störgrößen können Schwierigkeiten bei der Sicherung der elektromagnetischen Verträglichkeit an diesen Orten auftreten. -
Seite 20: Strom-/Spannungsdiagramm
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 3-6. Strom-/Spannungsdiagramm Volt−Ampere-Kurven zeigen die minimalen und maximalen Spannungs− und Amperewerte des Dynasty 350 GS Gerätes. Kurven anderer Einstellungen fallen zwischen die abgebildeten Kurven. Dynasty 350 WS WIG Max. WIG Min. -
Seite 21: Abschnitt 4 − Installation
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com ABSCHNITT 4 − INSTALLATION 4-1. Aufstellort aussuchen umfallendes Gerät kann Verletzungen verursachen. Zum Heben und Unterstützen der Stromquelle nur Geräte mit ausreichender Leistungs- Transport fähigkeit verwenden. Kranöse Staplergabeln Kranöse oder Staplergabeln Transportieren des Gerätes verwenden. -
Seite 22: Ausgangsklemmen Und Kabelgrößen
****Bei Distanzen von mehr als 100 Fuß (30 m) und bis zu 200 Fuß (60 m) nur den Gleichstrom (Gs) −Ausgang nutzen. Bei größeren Distanzen als in diesem Leitfaden angegeben, rufen Sie bitte die Anwendungstechnik des Werkes unter 920−735−4505 (Miller) oder 1−800−332−3281 (Hobart) an. -
Seite 23: Schweißkabelanschlüsse
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 4-4. Schweißkabelanschlüsse Das Netzteil vor dem Ausführen von Anschlüssen immer auss- chalten. Arbeitsschweißausgangsklemme bei Dynasty Modellen +Schweißausgangsklemme bei Maxstar Modellen Elektrodenschweißausgangsklem me bei Dynasty Modellen –Schweißausgangsklemme bei Maxstar Modellen 14−polige Steckdose für Fernsteuerung (alle Modelle) Siehe Abschnitt 4-11 bis 4-14 zum An- schlussdiagramm. -
Seite 24: Automationsanschluss (Für 28−Poligen Fernsteuerungsanschluss, Falls Vorhanden)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 4-6. Automationsanschluss (für 28−poligen Fernsteuerungsanschluss, falls vorhanden) A. Basis Automationsmodus Verwenden Sie diesen Modus nur, wenn die Basisfunktionen der Automationsplatine benötigt werden. Zu diesen Funktionen gehören: Start/Stopp, Anzeige Lichtbogen initialisiert, Gassteuerung, Deaktivierung Start mit HF und Speicherauswahl per Fernbedienung. - Seite 25 Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com Fortsetzung von vorheriger Seite Abschnitt A Ausgang +10 Volt Gs = bezogen auf Pol 11 für die Nutzung eines externen Potenziometers zum Variieren des Signals auf Pol 17 (Pol C bei 14 Polen). Eingang Deaktivierung Hochfrequenz−Lichtbogen−Start = Bei Anschluss an Pol 8 wird die Aktivierung des Lichtbogenstarters außer Kraft gesetzt.
-
Seite 26: Benutzergesteuerter Automationsmodus (Anschluss Pol 25 An Pol 8) Automation
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com Fortsetzung von vorheriger Seite Abschnitt B. Ausgang Referenz Sperrung der Steuerung für die Lichtbogenlänge = Gekoppelt an Pol 13. Anschluss an den Gemeinsamen der externen Spannungszuleitung des Anwenders (Siehe Abschnitt 4-8 für typische Anwendungen). Eingang Speicherauswahl = Für die Auswahl einer Speichernummer. -
Seite 27: Eingänge Für Die Speicherauswahl Per Fernbedienung (Bei 28−Poligem Stecker, Falls Vorhanden)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com Fortsetzung von vorheriger Seite Abschnitt C. Ausgang Steuerreferenz für die Pole 5 und 6. Ausgang Gestell = Erdung. Anschluss nur, wenn die gemeinsamen Potenziale zwischen der Ausrüstung des Anwenders und dem Schweißgerät benötigt werden. Eingang Deaktivierung Hochfrequenz−Lichtbogen−Start = Bei Anschluss an Pol 8 wird die Aktivierung des Lichtbogenstarters außer Kraft gesetzt. -
Seite 28: Typische Automatik-Anwendung
Ws Kühlersteckbuchse Steckdose RC2 liefert 115 V 10 A einphasig. RC2 ist vorgesehen als Steck- buchse nur für die Bereitstellung von Ws-Strom an einen von Miller zugelassenen Kühler. Zusätzlicher Sicherungsautomat CB1 schützt die Kühlersteckbuchse vor Überlast. Wenn der Sicherungs- automat öffnet, funktioniert die Steck- buchse nicht mehr. -
Seite 29: Gasanschlüsse
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 4-10. Gasanschlüsse Gasanschluss Anschlüsse haben rechtsdrehendes 16-28,6 mm-Gewinde. Gasflaschenventil Ventil leicht öffnen, damit das Gas den Schmutz vom Ventil wegblasen kann. Ventil wieder schließen. Regler/Durchflussmesser Durchflusseinstellung Die typische Durchfluss− geschwindigkeit liegt bei 7 l/Min. Den selbst beigestellten Gasschlauch zwischen Regler/Durchflussmesser und dem Gasanschluss an der Rückseite... -
Seite 30: Kühleranschlüsse
4-12. Kühleranschlüsse Handkarren und Kühler sind Son- derausstattung. Ws Kühlersteckbuchse RC2 ist vorgesehen als Steck- buchse nur für die Bereitstellung von Ws-Strom an einen von Miller zugelassenen Kühler. 115 V Ws-Kabel Liefert 115 V Ws für den Kühlerbetrieb. Elektrodenschweißausgangsklemm (−Schweißausgangsklemme bei Maxstar Modellen) TIG-Schweißbrenner an Schweißaus-... -
Seite 31: Anschlüsse Der Dynasty Stabelektrode
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 4-13. Anschlüsse der Dynasty Stabelektrode Das Netzteil vor dem Ausführen von Anschlüssen immer ausschalten. Die gezeigten Anschlüsse gelten für Dynasty Modelle. Arbeits- (−) Schweißausgangsklemme Arbeitsleitung Arbeitsschweißaus- gangsklemme anschließen. Elektroden-Schweißausgangsklemme Elektrodenhalter an Elektrodenschweiß− ausgangklemme anschließen. -
Seite 32: Stromanschluss-Daten
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 4-15. Stromanschluss-Daten A. Dynasty 350 Modelle Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über dem Maxi- malwert in der Tabelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar. - Seite 33 Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com B. Maxstar 350 Modelle Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über dem Maximalwert in der Tabelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar. MERKE −...
- Seite 34 Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com C. Dynasty 700 Modelle Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über de Maximalwert in der Tabelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar. MERKE −...
- Seite 35 Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com D. Maxstar 700 Modelle Die tatsächliche Primärspannung sollte nicht mehr als 10% unter dem Minimalwert (5% bei 380 Volt CE Modellen) und/oder 10% über dem Maximalwert in der Tabelle liegen. Falls die tatsächliche Primärspannung außerhalb dieses Bereichs liegt, ist möglicherweise kein Ausgang verfügbar. MERKE −...
-
Seite 36: Anschließen Der Zuleitung Bei 350 Modellen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 4-16. Anschließen der Zuleitung bei 350 Modellen A. Anschließen der 3-Phasen-Zuleitung Die Installation muss nach allen nationalen und regionalen Vorschriften erfolgen − sollte ausgebildetem Personal durchgeführt werden. Anschließen Ein- gangsleitungen Anschlüsse vom Netz trennen. -
Seite 37: Anschließen Der Ein-Phasen-Zuleitung
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com B. Anschließen der Ein-Phasen-Zuleitung Die Installation muss nach allen nationalen regionalen Vorschriften erfolgen − und sollte nur von ausgebildetem Personal durchgeführt werden. Vor dem Anschließen der Ein- gangsleitungen Anschlüsse vom Netz trennen. Befolgen Sie bei In- stallation und Entfernung von Sperrvorrichtungen bewährte... -
Seite 38: Anschließen Der Zuleitungen Bei 700 Modellen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 4-17. Anschließen der Zuleitungen bei 700 Modellen A. Anschließen der 3-Phasen-Zuleitung für Maxstar 700 Modelle Die Installation muss nach allen nationalen und regionalen Vorschriften erfolgen − und sollte nur von ausgebildetem Personal durchgeführt werden. -
Seite 39: Anschließen Der 3-Phasen-Zuleitung Für Dynasty 700 Modelle
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com B. Anschließen der 3-Phasen-Zuleitung für Dynasty 700 Modelle Die Installation muss nach allen nationalen und regionalen Vorschriften erfolgen − und sollte nur von ausgebildetem Personal durchgeführt werden. Vor dem Anschließen der Eingangsleitungen Anschlüsse vom Netz trennen. - Seite 40 Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com C. Anschließen der Ein-Phasen-Zuleitung Die Installation muss nach allen na- tionalen und regionalen Vorschriften erfolgen − und sollte nur von ausge- bildetem Personal durchgeführt wer- den. Vor dem Anschließen der Ein- gangsleitungen Anschlüsse vom Netz trennen.
-
Seite 41: Abschnitt 5 − Bedienung
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com ABSCHNITT 5 − BEDIENUNG 5-1. Bedienelemente Polaritäts- und Ws-Wellenformregelungen 226 868-B / Ref. 803 901-A sind nur bei Dynasty Modellen verfügbar. Rückwand Siehe Abschnitt 5-5. Siehe Abschnitt 5-12. Für alle Schaltregler an der Frontplatte gilt: Schaltregler drücken, um das Licht Prozessregelungen 11 Stromstärken- und Punktzeitregelung... -
Seite 42: Codier-Regler
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-2. Codier-Regler Codier-Regler Der Codier-Regler ist zusammen mit den entsprechenden Funktionstasten an der Frontplatte zu verwenden, um die Werte für diese Funktionen einzustellen. 5-3. Stromstärkenregler A (Stromstärkeregelung) Codier-Regler Amperemeter Zum Steuerungsbereich für die Stromstärke siehe Abschnitt 5-14. -
Seite 43: Prozessregelung
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-6. Prozessregelung Prozessregelung Den Schalter drücken, bis die gewünscht LED aufleuchtet: WIG HF Impuls − ist eine gepulste HF (siehe Abschnitt 5-7) Lichtbogenzündmethode, die entweder beim Ws- oder beim Gs-WIG- Schweißen verwendet werden kann. Die Anschlüsse gemäß... -
Seite 44: Ausgangsregler
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-8. Ausgangsregler Ausgangsregler Wird Ein-/Ausschalter Diese Schalterfunktion kann für die Den Schalter drücken, bis die LED für den verwendet, muss es sich um einen 3T, 4T, 4T Momentary oder Minilogi- gewünschten Parameter aufleuchtet. Dauerschalter handeln. -
Seite 45: Impulsgebersteuerung
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-9. Impulsgebersteuerung Impulsgebersteuerung Das Impulsgeben ist während des WIG-Prozesses verfüg- bar. Die Regelungen können während des Schweißens an- gepasst werden. Schalter drücken, um den Impulsgeber zu aktiveren. On - Wenn diese LED leuchtet, ist der Impulsgeber aktiv. Den Schalter drücken, bis die LED für den gewünschten Parameter aufleuchtet. -
Seite 46: Sequenzer-Regelungen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-10. Sequenzer-Regelungen Sequenzersteuerung Die Sequenzfunktion ist im Zusammenhang mit dem WIG-Prozess verfügbar, sie ist je- doch deaktiviert, wenn im RMT STD-Modus eine Fuß- oder Handfernregelung an die Fernregelungsschnittstelle angeschlossen ist. Den Schalter drücken, bis die LED für den gewünschten Parameter aufleuchtet. -
Seite 47: Gas/Wig-Regelung (Vorlauf/Nachlauf/Wig/Gasströmung)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-11. Gas/WIG-Regelung (Vorlauf/Nachlauf/WIG/Gasströmung) Gas/WIG-Regelungen Den Schalter drücken, bis die LED für die ge- wünschte Funktion leuchtet. Codiererregelung (Wert einstellen) Amperemeter (zeigt Wert an) Siehe Abschnitt 5-14 für sämtliche Parameterein- stellbereich. Voltmeter Zeigt Kürzel oder ausgewählte Parameter an. -
Seite 48: Ws-Wellenform (Nur Dynasty Modelle)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-12. Ws-Wellenform (nur Dynasty Modelle) Ws-Wellenform-Regler Den Schalter drücken, bis die LED für die gewünschte Funktion leuchtet. Codiererregelung (Wert einstellen) Amperemeter (zeigt Wert an) Siehe Abschnitt 5-14 für sämtliche Ws-Wellenformpara- meterbereiche. EN Stromstärke [EN] - Nur bei Ws WIG zu verwenden, um die negativen Elektrodenstromwert auszuwählen. -
Seite 49: Speicher (Programmspeicherplätze 1-9)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-13. Speicher (Programmspeicherplätze 1-9) Memory (Programmspeicher 1-9) Taster Polaritätstaste (nur Dynasty) Prozesstaster Zum Erstellen, Änderung und Abrufen eines Parameterprogramms folgendermaßen vorgehen: Zunächst die Speichertaste drücken, bis der gewünschte Programmspei- cherplatz (1-9) angezeigt wird. Dann die Polaritätstaste drücken, bis die gewünschte Polarität eingestellt ist und die Ws oder Gs LED leuchtet. -
Seite 50: Ab Werk Voreingestellte Parameter, Bereiche Und Auflösung Für 350 Modelle
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-14. Ab Werk voreingestellte Parameter, Bereiche und Auflösung für 350 Modelle Parameter Voreinstellung Bereich und Auflösung MEMORY 1−9 (NUR DYNASTY) POLARITÄT Ws / Gs SCHWEIßVERFAHREN WIG HF Impuls WIG HF Impuls / TIG Lift / Schweißelektrode AUSGANG RMT STD RMT STD / RMT 2T / AN... -
Seite 51: Ab Werk Voreingestellte Parameter, Bereiche Und Auflösung Für 350 Modelle (Forsetzung)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com Ab Werk voreingestellte Parameter, Bereiche und Auflösung für 350 Modelle (Forsetzung) *WIG Startparameter für jedes Programm (1-9) *Wolframelektrode .094 GEN, .020, .040, .062, .094, .125, .156, .187 ***Polarität (nur Dynasty) EP / EN ***Stromstärke 60 A 3 −... -
Seite 52: Ab Werk Voreingestellte Parameter, Bereiche Und Auflösung Für 700 Modelle (Forsetzung)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com Ab Werk voreingestellte Parameter, Bereiche und Auflösung für 700 Modelle (Forsetzung) SEQUENZER START A 20 A 5 − 700 Ampere **Startzeit 0,0 − 25,0 Sekunden STARTANSTIEG t 0,0 − 50,0 Sekunden SCHLUSSANSTIEG t 0,0 −... -
Seite 53: Das Gerät Auf Die Werksseitige Voreinstellung Zurückstellen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-16. Das Gerät auf die werksseitige Voreinstellung zurückstellen Prozesstaster Ausgangstaste Gas/DIG Taste Ein-/Aus-Schalter Zum Zurücksetzen des aktiven Speicher, der Polarität und des Prozesses auf die Werksteinstellungen muss die Verriegelungsfunktion ausgeschaltet sein (siehe Abschnitt 6-10). Das Gerät einschalten und dann die Tasten für Prozess, Ausgang... -
Seite 54: Anzeige Für Lichtbogen-Timer/Zähler
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 5-18. Anzeige für Lichtbogen-Timer/Zähler 1234 Stunde Rückwand Ausgangs- und Anzeige für Lichtbogen-Timer Lichtbogenzähler Stromstärkensteuerung Die Lichtbogenzeit wird 5 Sekunden lang Anschließend wird 5 Sekunden lang der Ein-/Aus-Schalter angezeigt in der Form [0-9999][Stunden] Lichtbogenzähler angezeigt als [0cy] bis Zur Anzeige des Lichtbogen-Timers/Zäh- dann [0-59][Min]. -
Seite 55: Abschnitt 6 − Erweiterte Funktionen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com ABSCHNITT 6 − ERWEITERTE FUNKTIONEN 6-1. Zugriff auf erweiterte Funktionen Stromstärketaste glicht das Einstellen einer abgerundeten, die Elektrode für eine spätere Wiederver- sinusförmigen, sägezahnförmigen oder wendung zu erhalten. Gas/Dig erweiterten WS-Wellenform für jeden ... -
Seite 56: Programmierbare Wig Startparameter
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 6-2. Programmierbare WIG Startparameter Jede Speicher- und Polaritätsauswahl umfasst eigene programmierbare Parameter. Auswahl Wolfram Strom (A) TUNG .094 Vorgewählte Mindeststromstärke Startzeit Start-Strom- anstiegszeit Stromstärketaste Zoll), .094 (3/32 Zoll) oder .125 (1/8 Zoll), vorgewählter Mindeststrom (A). -
Seite 57: Ändern Der Programmierbaren Wig Startpolarität (Nur Dynasty-Modelle)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com Ändern der programmierbaren WIG Startpolarität (nur Dynasty-Modelle) Strom (A) Start Polarität Stromstärketaste Zum Einstellen der WIG-Startpolarität wie durch Drehen Einstellreglers folgt vorgehen: eingestellt werden kann (siehe Abschnitt 5-14). Codier-Regler Stromstärketaste drücken bis die aktuelle Startpolarität, (SEL] [E−] oder [SEL] [EP] Zum Ändern der Start-Stromstärke gehen Amperemeter... -
Seite 58: Ändern Der Programmierbaren Startzeit
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com E. Ändern der programmierbaren Startzeit Strom (A) TIME 10 m Startzeit Stromstärketaste Zum Einstellen der programmierbaren Drehen des Einstellreglers eingestellt Startzeit wie folgt vorgehen: werden kann (siehe Abschnitt 5-14). Codier-Regler Stromstärketaste drücken bis die aktuelle Startzeit Millisekunden Zum Ändern der Start-Absenkzeit gehen... -
Seite 59: Programmierbare Wig-Startparameter Für Modelle Mit Automations-Funktionen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 6-3. Programmierbare WIG-Startparameter für Modelle mit Automations-Funktionen A. AUS/EIN (Start-Stromstärke und -zeit) für Modelle mit Strom (A) STAT Startzeit Wenn Pol 25 der 28-poligen Steckdose für fernbedient ausgewählt. Dabei gilt EP Voreingestellte Parameter für den Automatikanschluss (siehe Abschnitt... -
Seite 60: Änderung Der Programmierbaren Startzeit Für Modelle Mit Automations-Funktionen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com C. Änderung der programmierbaren Startzeit für Modelle mit Automations-Funktionen Strom (A) TIME 10 m Start zeit Stromstärketaste Zum Einstellen der programmierbaren Startzeit wird in Millisekunden auf dem Startzeit wie folgt vorgehen: Amperemeter angezeigt kann... -
Seite 61: Methode Mit Speziellem Auslöser
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com C. 3T Methode mit speziellem Auslöser = 3T Strom (A) Betrieb des Fernsteuerungsabzugs Anfangsstromstärke Hauptstromstärke Ablaufzeit /Endstromstärke Gasvorströmen /Stromanstiegszeit Gasnachströmen * Der Lichtbogen kann jederzeit durch ein kurzes Drücken des Start- und Stoppschalters oder durch das Anheben des Schweißbrenners und Unterbrechen des Lichtbogens ausgemacht werden. -
Seite 62: Mini Logic Steuerung
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com E. Mini Logic Steuerung Mini Logic Messgeräteanzeige Codier-Regler Zum Auswählen von Minilogik den Codie- rerregler drehen. Abfolge wie in der Abbildung dargestellt. Mini Logic Minilogik ermöglicht es, zwischen dem Anfangsanstieg oder Hauptstrom und dem Anfangsstrom zu wechseln. -
Seite 63: Abzug An-Betrieb
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com G. Abzug An-Betrieb Spannung (V) 2 Sek Strom (A) Stabelektrode Stabelektrode berühren Stabelektrode anheben Elektrode Elektrode Strom (A) Anheben Hauptstrom *Ablaufzeit Stromanstiegszeit Anfangsstromstärke Berührungsstrom *Endstromstärke Wolframelektrode Wolframelektrode anheben berühren Wolframelektrode anheben Leicht *Wird aktiviert wenn Punktzeit an ist. -
Seite 64: Ws-Wellenformauswahl (Nur Dynasty Modelle)
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 6-5. WS-Wellenformauswahl (nur Dynasty Modelle) AC Soft = Abgerundete = Vorlaufende Rechteckwelle Rechteckwelle = Sinuswelle = Sägezahnwelle Speichertaste oder Sägezahnwelle [TRI]. Lichtbogen für bessere Richtungsregelung benötigt wird. Eine abgerundete Rechteck- Bei normalem Betrieb und ausgewähl- Für jeden Speicherplatz können vier welle verwenden, wenn ein abgerundeter Wellenformen ausgewählt werden. -
Seite 65: Auswahl Der Ruhespannung (Ocv) An Der Stabelektrode
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 6-8. Auswahl der Ruhespannung (OCV) an der Stabelektrode Codier-Regler Wenn für die Stabelektrode eine niedrige OCV Anwendung: Für die meisten Stabel−ektroden- ausgewählt ist, liegt die Ruhespannung Anwendungen die niedrige Ruhespannung Anzeige zwischen 9 und 14 Volt. - Seite 66 Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com B. Verriegelungsebenen Ebenen 1, 2 und 3 Mit Hilfe des Codierers die Stromstärke auf einen Bereich von +/− 10% des voreingestellten Wertes einstellen. Zeigt an, welche Funktionen für die entsprechende Verriegelungsebene verfügbar sind.
-
Seite 67: Das Gerät So Einstellen, Dass Die Messgeräte Während Des Impulsschweißens Nichts Anzeigen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 6-11. Das Gerät so einstellen, dass die Messgeräte während des Impulsschweißens nichts anzeigen METR Codier-Regler und –stromstärke an. Beim WSG−Impuls- Funktion der Messwertanzeige ist nicht schweißen mit Wechselstrom ist die Mess- beinträchtigt. -
Seite 68: Abschnitt 7 − Wartung & Fehlersuche
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com ABSCHNITT 7 − WARTUNG & FEHLERSUCHE 7-1. Routinemäßige Wartung Gerät vor Durchführung der Wartungsarbeiten vom Netz trennen. A. Schweißstromquelle n = Überprüfen Z = Auswechseln ~ = Reinigen = Reparatur l = Auswechseln * Vorzunehmen durch autorisiertes Wartungspersonal Alle 3 Monate... -
Seite 69: Gerät Innen Ausblasen
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 7-2. Gerät innen ausblasen Gehäuse nicht abnehmen, wenn das Gerät innen ausgeblasen wird. Zum Ausblasen des Gerätes den Luftstrom wie dargestellt durch das vordere und hintere Belüftungsgitter richten. 803 900-A 7-3. Kühlmittelpflege Vor Wartungsarbeiten den Netzstrom abschalten. -
Seite 70: Fehlersuche
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com 7-4. Fehlersuche A. Hilfeanzeigen für Voltmeter/Amperemeter und Kühler HELP fenen Stromkreis in der Schutzabschaltung zen. Falls dadurch das Problem nicht zu Richtungshinweise beziehen sich auf an der linken Seite des Geräts hin. Bei die- beheben ist, einen autorisierten Fachhänd- die Vorderseite des Gerätes. -
Seite 71: Abschnitt 8 − Ersatzteilliste
Eine komplette Ersatzteilliste erhalten Sie im Internet unter www.MillerWelds.com B. Fehlerbeseitigungstabelle Fehler Abhilfe Kein Schweißausgang; Gerät “tot”. Netz einschalten (siehe Abschnitt 4-16). Netzsicherung(en) überprüfen und, falls notwendig, auswechseln, oder Sicherungsautomat zurücksetzen (siehe Abschnitt 4-16). Prüfen, ob alle Primäranschlüsse korrekt sind (siehe Abschnitt 4-16). Kein Schweißausgang;... -
Seite 72: Abschnitt 9 − Elektrische Schaltpläne
ABSCHNITT 9 − ELEKTRISCHE SCHALTPLÄNE Abbildung 9-1. Schaltplan für die Modelle Dynasty 350 243 217-D OM-216 869 Seite 68... - Seite 73 Abbildung 9-2. Schaltplan für die Modelle Maxstar 350 243 215-D OM-216 869 Seite 69...
- Seite 74 243 218-D Abbildung 9-3. Schaltplan für die Modelle Dynasty 700 (Teil 1 von 2) OM-216 869 Seite 70...
- Seite 75 243 218-D Abbildung 9-4. Schaltplan für die Modelle Dynasty 700 (Teil 2 von 2) OM-216 869 Seite 71...
- Seite 76 243 216-D Abbildung 9-5. )Schaltplan für die Modelle Maxstar 700 (Teil 1 von 2) OM-216 869 Seite 72...
- Seite 77 243 216-D Abbildung 9-6. Schaltplan für die Modelle Maxstar 700 (Teil 2 von 2) OM-216 869 Seite 73...
- Seite 78 228 525-B Abbildung 9-7. Schaltplan für den Kühler OM-216 869 Seite 74...
-
Seite 79: Abschnitt 10 − Hochfrequenz (Hf)
ABSCHNITT 10 − HOCHFREQUENZ (HF) 10-1. Schweißprozesse, die HF verwenden HF-Spannung WIG-Schweißen − hilft dem Licht- bogen, den Luftspalt zwischen Schweißbrenner und Werkstück zu überbrücken und/oder stabili- siert den Lichtbogen. Arbeit high_freq1_05-10ger − S-0693 10-2. Installation zeigt mögliche Quellen von HF-Interferenz Schweißzone 11, 12 50 ft... -
Seite 80: Zur Reduzierung Der Hf-Interferenz Empfohlene Einrichtung
10-3. Zur Reduzierung der HF-Interferenz empfohlene Einrichtung 50 ft (15 m) 50 ft (15 m) Alle Metallobjekte und Kabel im Schweißbe- reich mit AWG-Draht Nr. 12 erden. Werkstück erden, falls vorgeschrieben Nicht-Metall- Gebäude Beste Praxis befolgen Metall-Gebäude Ref. S-0695 / Ref. S-0695 HF-Quelle Schweißgerät mit Verbindung von Installationsrohren Anforderungen an ein Metallwänden... -
Seite 81: Abschnitt 11 − Auswahl Und Vorbereitung Einer Wolframelektrode
ABSCHNITT 11 − AUSWAHL UND VORBEREITUNG EINER WOLFRAMELEKTRODE FÜR DAS GLEICH- ODER WECHSELSTROMSCHWEISSEN MIT INVERTERGERÄTEN gtaw_Inverter_2013−1010ger Wann immer möglich und praktikabel, den Gleichstrom-Schweißausgang anstatt des Wechselstrom-Schweißausgangs benutzen. 11-1. Auswahl der Wolframelektrode ( Saubere Handschuhe tragen, um ein Verschmutzen der Wolframelektrode zu verhindern Nicht alle Hersteller von Wolframelektroden verwenden dieselben Farben zur Kennzeichnung des Elektrodentyps. - Seite 82 Anmerkungen...
- Seite 83 Gültig ab 1. Januar 2015 (Geräte ab Seriennummer “MF” oder jünger) Diese Garantiebestimmungen ersetzen alle vorhergehenden MILLER-Garantien und sind die ausschließlich gültigen Garan- tiebestimmungen, ohne daß weitere Garantien ausdrücklich oder implizit enthalten wären. GARANTIEBESTIMMUNGEN − Gemäß den unten festgelegten Bestim- 90 Tage —...
-
Seite 84: Besitzerdokument
Beschädigung beim Transport. Zur Unterstützung bei der Anmeldung oder Regelung von Ansprüchen wenden Sie sich an Ihren Händler und/ oder die Versandabteilung des Geräteherstellers. ÜBERSETZUNG DER ORIGINAL BEDIENUNGSANLEITUNG − GEDRUCKT IN DER V.S. 2015 Miller Electric Mfg. Co. 2015−01...