Prusa i3 MK3 Benutzerhandbuch
Inhaltsverzeichnis
Inhaltsverzeichnis

Verwandte Anleitungen für Prusa i3 MK3







Inhaltszusammenfassung für Prusa i3 MK3
- Seite 2 Lesen Sie sorgfältig! Dieser Teil des Textes hat oberste Priorität - entweder für die Sicherheit des Anwenders oder für einen ordnungsgemäßen Druckerservice. Dieses Symbol weist auf Text hin, der sich nur auf ein Drucker-Bausatz bezieht. Handbuch Version 3.01 vom 13. Dezember 2017 © Prusa Research s.r.o.
-
Seite 3: Über Den Autor
Jo's Arbeit an selbstreplizierenden Druckern (Sie können die anderen Druckerteile mit Ihrem Drucker ausdrucken) ist noch im Gange und derzeit gibt es Prusa i3 - die dritte Iteration des ursprünglichen 3D-Druckers. Es wird ständig mit den neuesten Innovationen aktualisiert und Sie haben gerade erst die neueste Version gekauft. -
Seite 4: Inhaltsverzeichnis
Inhaltsverzeichnis 2 Produktdetails 3 Einleitung - G lossar , H aftungsausschluss , S icherheitshinweise , L izenzen 4 Original Prusa i3 MK3 Drucker 5 Original Prusa i3 MK3 Drucker-Bausatz 6 Erste Schritte 6.1 Auspacken des Druckers und sachgemäße Handhabung 6.2 Druckermontage... - Seite 5 10.1 Wo erhalten Sie die 3D-Modelle zum Drucken? 10.2 In welchem Programm können Sie Ihre eigenen Modelle erstellen? 10.3 PrusaControl 10.4 Slic3r Prusa Edition 10.5 Die 3D mitgelieferten Modelle 10.6 Drucken in Farbe mit ColorPrint 10.7 Drucken von nicht-standardmäßigen Modellen 10.7.1 Drucken mit Stützmaterial...
-
Seite 6: Produktdetails
Verpackung. 3 Einleitung Vielen Dank, dass Sie unseren O riginal Prusa i3 MK3 3 D-Drucker von Josef Prusa entweder als kompletten Drucker oder als Bausatz gekauft haben - Ihr Kauf unterstützt uns bei der Weiterentwicklung des Druckers. Bitte lesen Sie das Handbuch sorgfältig durch, da alle Kapitel wichtige Informationen für den korrekten Betrieb des Druckers enthalten. -
Seite 7: Haftungsausschluss
Schäden am 3D-Drucker führen. Stellen Sie immer sicher, dass jeder, der den 3D-Drucker bedient, den Inhalt des Handbuchs kennt und versteht. Wir können nicht kontrollieren, unter welchen Bedingungen Sie den Original Prusa i3 zusammenbauen. Aus diesem und anderen Gründen übernehmen wir keine Verantwortung und lehnen ausdrücklich jegliche Haftung für Verluste, Verletzungen, Schäden oder Ausgaben ab, die... - Seite 8 11. Während des Druckvorgangs wird Kunststoff geschmolzen, was zu Geruchsbildung führt. Stellen Sie den Drucker an einem gut belüfteten Ort auf. 3.4 Lizenzen Der Original Prusa i3 MK3 Drucker ist Teil des RepRap-Projekts, dem ersten Open-Source-3D-Druckerprojekt, das unter einer GNU GPL v3-Lizenz (...
-
Seite 9: Original Prusa I3 Mk3 Drucker
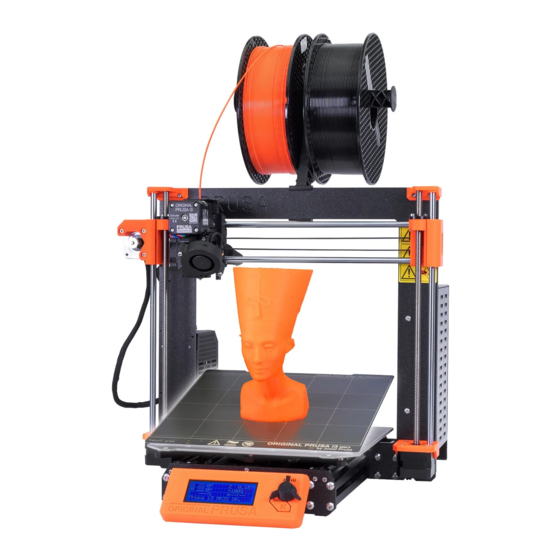
Dieser Drucker unterstützt nur ein 1,75 mm Filament. B itte stellen Sie sicher, dass es sich um 1,75 mm Filament handelt, bevor Sie es in den Extruder einführen. Versuchen Sie nicht, stärkere Filamente einzuführen, da dies den Extruder beschädigen könnte. Bild 1 - Original Prusa i3 MK3 Drucker Beschreibung... -
Seite 10: Original Prusa I3 Mk3 Drucker-Bausatz
5 Original Prusa i3 MK3 Drucker-Bausatz Der Original Prusa i3 MK3 Bausatz ist im Bild 2 abgebildet. Detaillierte Informationen und eine Montagebeschreibung finden Sie im Kapitel 6 .2 Druckermontage . Wir bieten den Support für Benutzer, die den Drucker-Bausatz erworben haben, über unser offizielles Forum an. -
Seite 11: Erste Schritte
6 Erste Schritte 6.1 Auspacken des Druckers und sachgemäße Handhabung Entnehmen Sie den Drucker, indem Sie Ihn am oberen Rahmen festhalten und aus dem Karton herausziehen. Achten Sie beim Umgang mit dem Drucker darauf, dass die Elektronik nicht beschädigt wird und damit die ordnungsgemäße Funktion des Druckers sichergestellt bleibt. -
Seite 12: Druckermontage
6.2 Druckermontage Zur Montage des Original Prusa i3 MK3 Drucker-Bausatzes empfehlen wir, die Anleitungen zu befolgen und das Kit gemäß dem Online-Handbuch unter manual.prusa3d.com zusammenzusetzen. (Das Online-Handbuch ist in mehreren Sprachen auf der Website verfügbar). Der Aufbau des Druckers sollte nicht länger als einen Arbeitstag dauern. - Seite 13 Bei der Erstinbetriebnahme Ihres frisch montierten Druckers führt er Sie durch alle Tests und Kalibrierungen, die Sie durchführen müssen, um mit dem Drucken zu beginnen. Der Wizard kann auch manuell über das C alibration -> Wizard gestartet werden . Vergessen Sie nicht, Kapitel ...
-
Seite 14: Kalibrieren Von Z
Es gibt wenige besondere Anlässe, bei denen Sie die Kalibrierung oder einen Teil davon wiederholen müssen. ● Firmware-Update - Eine vollständige Anleitung finden Sie im Kapitel 1 2.8 Aktualisierung der Drucker-Firmware . 6 .3.9. Die Kalibrierung der ersten Schicht muss erneut durchgeführt werden, da der Drucker sonst eine Fehlermeldung anzeigt. - Seite 15 Werkzeugen berühren . Säubern Sie Ihre Werkzeuge mit der gleichen Reinigungsflüssigkeit w ie die Druckplatte, und Sie werden beim nächsten Mal sofort losdrucken können. Bild 6 - Federstahldruckplatten - glatte PEI-Platte, glänzende pulverbeschichtete PEI-Platte und strukturierte pulverbeschichtete PEI-Platte Alle Original-Druckplatten von Prusa Research sind beidseitig beschichtet...
-
Seite 16: Doppelseitig Strukturierte Und Pulverbeschichtete Pei-Federstahlplatte
Bild 7 - Glatte PEI-Druckplatte (oben) vs strukturierte pulverbeschichtete PEI-Platte (unten) - Aussehen auf der ersten Schicht 6.3.2.1 Doppelseitig strukturierte und pulverbeschichtete PEI-Federstahlplatte Die direkt auf dem Metall aufgebrachte Pulverbeschichtung macht diese Druckplatte besonders widerstandsfähig gegen Beschädigungen. Falls die heisse Düse mit der Platte kollidiert, kann das Metall die Hitze ableiten. -
Seite 17: Erhöhung Der Haftung
Da der MK3 vollständig "open source" ist, nehmen wir an, dass andere Hersteller kompatible Druckplatten auf den Markt bringen werden. Schauen Sie bezüglich Verträglichkeit auf unserer Website nach, bevor Sie welche kaufen, oder fragen Sie bei unserem Online-Support nach. Druckplatten müssen immer beidseitig beschichtet sein! Falls nur eine Seite beschichtet ist, kann die Metallkante auf der Unterseite das aufgeheizte Heizbett beschädigen, da dessen Schutzlack abgekratzt werden kann. -
Seite 18: Selbsttestfehlermeldungen Und -Auflösung (Nur Bausatz)
Der Selbsttest ist nur ein Diagnose-Tool, der Drucker versucht auch nach einem fehlgeschlagenen Test noch zu drucken. Wenn Sie absolut sicher sind, dass das betroffene Teil korrekt ist, können Sie mit dem Druckvorgang fortfahren. Der Test besteht aus: ● Test des E xtruders und des Druckkühllüfters ●... -
Seite 19: Xyz Kalibrieren (Nur Bausatz)
6.3.5 XYZ kalibrieren (nur Bausatz) Die Original Prusa i3 MK3 ist mit einer automatischen Druckbett Nivellierung ausgestattet. Um dies zu erreichen, müssen wir jedoch zuerst den Abstand zwischen der Spitze der Düse und der P.I.N.D.A. ( P r usa I N D u ction A u toleveling) Sonde kalibrieren. -
Seite 20: Xyz-Kalibrierung Anzeigen (Optional)
Bitte stellen Sie sicher, dass sich der Z-Schlitten wirklich bis ganz oben zum Ende der Z-Achse bewegt, und dass dann ein rasselndes Geräusch zu hören ist, wenn die Z-Schrittmotoren anfangen, Schritte zu überspringen. Dieser Ablauf gewährleistet, dass 1) die X-Achse vollkommen waagerecht ist und 2) die Druckdüse sich in einem bekannten Abstand zum Druckbett befindet. - Seite 21 sind senkrecht. 4) XYZ calibration all right. X/Y axes are slightly skewed. Good job! Gut gemacht, die X/Y-Achsen sind nicht genau senkrecht, aber trotzdem ganz in Ordnung. Die Firmware korrigiert die X/Y-Verschiebung während des normalen Drucks, so dass die Boxen rechtwinklig gedruckt werden. 5) XYZ calibration all right.
-
Seite 22: Kalibrieren Z
ist, kann es vorkommen, dass eine Riemenscheibe rutscht oder sich etwas am Maschinengestell löst. 3) Bed leveling failed. Sensor triggered too high. Waiting for reset. Ähnlich wie Fall 2). Diesmal löst der PINDA-Sensor mehr als 1 mm über der Referenzhöhe aus. Bevor Sie irgendetwas anderes tun, richten Sie die Z-Achse waagerecht aus, indem Sie den ganzen Weg nach oben gehen und es erneut versuchen. -
Seite 23: Einlegen Des Filaments In Den Extruder
6.3.7 Mesh bed leveling Die Druckerbettnivellierung finden Sie im Menü C alibration a ls Menüpunkt "Mesh Bed Leveling". Es ist das gleiche Verfahren, das vor jedem Druck durchgeführt w i rd. Dies ist der gleiche Vorgang, der auch in der zweiten Runde der XYZ-Kalibrierung abläuft. Die PINDA-Sonde misst 9 Punkte in einem Raster auf der Druckunterlage (es spielt keine Rolle, ob die PEI-Druckplatte pulverbeschichtet oder glatt ist), und bestimmt den Abstand zur Unterlage. - Seite 24 dem LCD-Knopf. Die Düse und das Heizbett werden auf die gewünschte Temperatur erwärmt. ● Wenn die Temperatur erreicht ist, drücken Sie den LCD-Knopf auf dem LCD-Feld, um das Hauptmenü aufzurufen. Legen Sie das Filament in den Extruder ein, wählen Sie die Option L oad filament i m Menü und drücken Sie die Taste zum Bestätigen. Das Filament wird dann vom Extruder-Schrittmotor automatisch in den Extruder eingezogen.
-
Seite 25: Entladen Des Filaments
Lesen Sie bitte K apitel 12.3 zu unserem neuen Filamentsensor und seinen Funktionen. 6.3.8.1 Entladen des Filaments Ähnliche Vorgehensweise wie beim Ladevorgang. Die Düse für das Material, das Sie zuletzt verwendet haben, P reheat ( vorkonfektionierte Drucker werden mit PLA ausgeliefert). Warten Sie, bis sich die Temperaturen stabilisiert haben und wählen Sie die Option ... -
Seite 26: Kalibrierung Der Ersten Schicht (Nur Bausatz)
6.3.9 Kalibrierung der ersten Schicht (nur Bausatz) Nun werden wir endlich den Abstand zwischen der Spitze der Düse und der Sonde kalibrieren. Stellen Sie sicher, dass die Oberfläche der Druckplatte sauber ist! Sie finden eine Reinigungsanleitung in Kapitel 6 .3.2 Vorbereitung der biegsamen Federstahldruckplatten... -
Seite 27: Korrektur Der Betthöhe (Nur Bausatz)
6.3.10 Feinabstimmung der ersten Schicht 6.3.10.1 Prusa-Logo drucken Nach Abschluss der Kalibrierung ist es ratsam, ein einfaches Objekt zu drucken. Der Prusa gcode von der mitgelieferten SD-Karte ist eine gute Vorlage dafür. Die Funktion L ive adjust Z (beschrieben in ... -
Seite 28: Sondenhöhe Prüfen (Nur Bausatz)
Bild 12 - Perfect Prusa Logo erste Schicht 6.3.10.2 Sondenhöhe prüfen (nur Bausatz) Wenn die erste Schicht bei mehreren Drucken inkonsistent erscheint, ist die Sonde möglicherweise zu hoch positioniert. Senken Sie sie leicht ab. Lösen Sie die beiden Schrauben am Sondenhalter, um die Einstellungen vorzunehmen. -
Seite 29: Drucken
7 Drucken ● Stellen Sie sicher, dass die Düse und das Bett auf die gewünschte Temperatur erwärmt werden. Wenn Sie vergessen, die Druckdüse und das Bett vor dem Drucken vorzuwärmen, prüft der Drucker automatisch die Temperaturen der Düse und des Bettes;... -
Seite 30: Druckersteuerung
1. Düsentemperatur (Ist- / Solltemperatur) 2. Heizbett-Temperatur (Ist- / Soll-Temperatur) 3. Druckfortschritt in % - wird nur während des Drucks angezeigt. 4. Statusleiste (Prusa i3 MK3 ready / Heizung / Modellname.gcode, etc.) 5. Position der Z-Achse 6. Druckgeschwindigkeit 7. Verstrichene Druckzeit - wird nur beim Drucken angezeigt ... -
Seite 31: Steuerung Der Lcd-Anzeige
7.2.2 Steuerung der LCD-Anzeige Die LCD-Anzeige wird über ein einziges Bedienelement gesteuert: einen Drehknopf, der zum Bestätigen gedrückt werden kann. Bild 16 - LCD-Anzeige und Kontrollknöpfe Durch einfachen Druck auf den Kontrollknopf auf der Informationsanzeige rufen Sie das Hauptmenü auf. Der Reset-Knopf befindet sich unmittelbar unter dem Kontrollknopf. Ein Druck auf den Reset-Knopf entspricht einem Aus- und Einschalten des Netzschalters. -
Seite 32: Fehlerstatistiken
7.2.4 Fehlerstatistiken Der Drucker zeichnet Fehler auf, die während dem letzten Druck aufgetreten sind und automatisch behoben wurden. Dies ist bei einem zeitaufwendigen Druck (der z.B. über Nacht oder während einem Wochenende ausgeführt wurde) nützlich, um festzustellen, ob alles einwandfrei gelaufen ist. Fehlerstatistiken erscheinen unten auf dem LCD-Menü. Folgende Fehler werden aufgezeichnet: ●... -
Seite 33: Sd-Kartensortierung
dem Werk verwendet, und von den Benutzern wird erwartet, dass sie ihre Sprache auswählen und nach dem Auspacken die Funktion Kalibrieren Z ausführen. ● All Data - setzt alles zurück, einschließlich aller Kalibrierdaten und das gesamte EEPROM wird bereinigt. Nach diesem Reset wird erwartet, dass der Benutzer den Kalibriervorgang erneut durchläuft, mit Ausnahme der Einstellung der Sondenhöhe. -
Seite 34: Lcd Layout
7.2.9 LCD layout Die unten nicht aufgeführten Elemente werden nicht für die übliche Druckeinrichtung verwendet - Sie sollten keine der nicht genannten Elemente ändern, es sei denn, Sie sind absolut sicher, was Sie tun. ❏ Info screen ❏ Live adjust Z ( nur während des Druckvorgangs) ❏... - Seite 35 ❏ Select language ❏ SD card - Normal / FlashAir ❏ Sort - Time / Alphabet / None ❏ Calibration Wizard ❏ First layer calibration ❏ Auto home ❏ Selftest ❏ Calibrate XYZ ❏ Calibrate Z ❏ Mesh Bed Leveling ❏...
-
Seite 36: Druckgeschwindigkeit Versus Druckqualität
7.2.10 Druckgeschwindigkeit versus Druckqualität Das Drucken eines kleinen Objekts dauert ein paar Minuten, aber das Drucken größerer Modelle ist zeitaufwändig - es gibt Drucke, die Dutzende von Stunden dauern. Die Gesamtdruckzeit kann auf verschiedene Weise verändert werden. Die erste Möglichkeit, die Druckgeschwindigkeit zu ändern, ist die Änderung der Lagenhöhe in Slic3r - in den Fenstern oben rechts wird die Option Druckeinstellungen angezeigt. -
Seite 37: Usb-Kabel Und Pronterface
7.2.11 USB-Kabel und Pronterface Wir empfehlen dringend, beim Drucken mit dem Prusa i3 MK3 das LCD-Display zu verwenden - Pronterface unterstützt nicht alle Funktionen einer neuen Firmware (z.B. Filamentwechsel beim Drucken). Beachten Sie, dass beim Drucken über das Pronterface der C omputer während des gesamten Druckprozesses mit dem Drucker verbunden sein muss... - Seite 38 klicken Sie auf die Schaltfläche "Set". Der Drucker beginnt sofort mit dem Aufheizen. Überprüfen Sie immer, ob die in Pronterface eingestellten Temperaturen gemäß unserer Materialanleitung korrekt sind! ● Die aktuellen Temperaturen von Düse und Bett können Sie in Pronterface überprüfen. ●...
-
Seite 39: Stromausfall-Notfunktion (Power Panic)
7.3.1 Verschiedene Düsen E3D, ein in Großbritannien ansässiges Unternehmen, liefert Hotends für die Original Prusa i3 MK3 und bietet ein ganzes Ökosystem von Upgrades und Addons. Wir unterstützen einige von ihnen. Sie müssen die richtigen Voreinstellungen für verschiedene Düsen in Slic3r oder PrusaControl verwenden. -
Seite 40: Anschluss Eines Raspberry Pi Zero W
) oder Repetier Server ( w ww.repetier-server.com/ ausführen, um den Drucker über eine Webbrowser-Schnittstelle fernzusteuern. Die Stromausfall-Notfunktion funktioniert zur Zeit nicht mit OctoPrint, aber Prusa Research arbeitet mit den Entwicklern von OctoPrint daran, dies zu implementieren. Ein aktuelles Verbindungsdiagramm und Informationen zur Konfiguration sind jederzeit abrufbar unter Manual.prusa3d.com oder help.prusa3d.com... -
Seite 41: Erweiterte Kalibrierung
8 Erweiterte Kalibrierung Weitere Kalibrierungswerkzeuge und -einstellungen sind für fortgeschrittene Benutzer verfügbar. Sie sind aber im Normalbetrieb nicht erforderlich und einige davon sind sogar erst im Versuchsstadium. 8.1 PID-Abstimmung für Hotend (optional) Falls Sie starke Temperaturschwankungen an Ihrer Düse (z.B. +/- 5 C°) feststellen, sollten Sie die PID-Einstellung an Ihrem Drucker vornehmen. -
Seite 42: Xyz-Kalibrierungsdetails Anzeigen (Optional)
Dieser Vorgang muss an einem Standort mit normaler Zimmertemperatur um die 21°C/69°F durchgeführt werden. Berühren Sie die Düse oder das Heizbett während dieses Vorgangs nicht, bis sie vollständig fertig gestellt ist, da sie hohe Temperaturen erreicht! Nach der Kalibrierung Ihres PINDA-Sensors vergleicht er seine Messwerte bei unterschiedlichen Temperaturen und schließt zusätzlich Ihre Live Z-Daten ein. - Seite 43 Abbremsen zu verringern, wodurch Blobs oder Artefakte an den scharfen Ecken vermieden werden. Wenn Sie andere Slicer als Slic3r PE oder PrusaControl verwenden oder einfach nur mit anderen Werten herumspielen wollen, können Sie die Einstellungen im gcode-Skript manuell ändern. W enn Sie jedoch das Konzept der Gcodes noch nicht verstehen oder noch nie mit dem Editieren gespielt haben, hören Sie auf, hier zu lesen und überspringen Sie ein weiteres Kapitel.
-
Seite 44: Extruder-Info
Stellen Sie die gewünschte Geschwindigkeit ein und drucken Sie etwas (groß genug, damit die Geschwindigkeit sich zeigt). Wenn scharfe Ecken Blobs haben, e rhöhen Sie den K-Wert. Wenn Sie fehlendes Filament sehen, v erringern Sie den K-Wert. Bitte beachten Sie, dass verschiedene Marken und Farben des gleichen Materials beim Drucken mit extremen Geschwindigkeiten leicht unterschiedliche K-Werte erfordern können, jedoch sollten unsere Voreinstellungen für alle diese Materialien geeignet sein. -
Seite 45: Druckertreiber
Das Treiberpaket enthält folgende Einstellungen und Programme: PrusaControl - Vorbereitung der 3D-Modelle auf das.gcode-Format für den Druck. Slic3r Prusa Edition - Vorbereitung der 3D-Modelle im.gcode-Format für den Druck. Pronterface - herkömmlicher Druck von einem Computer aus (falls Sie nicht von SD aus drucken möchten) -
Seite 46: Eigene Modelle Drucken
10 Eigene Modelle drucken 10.1 Wo erhalten Sie die 3D-Modelle zum Drucken? Der beste Weg, um mit dem eigenen 3D-Druck zu beginnen, ist, bereits erstellte Modelle im Internet zu finden - sie sollten im . stl - oder . obj - Format vorliegen. Glücklicherweise gibt es viele Fans und es gibt Websites, von denen Sie eine Fülle von fertigen 3D-Modellen herunterladen können - vom einfachen Rasiererhalter bis hin zum detaillierten Triebwerksmodell. -
Seite 47: Prusacontrol
PrusaControl i st der einfachste Weg, um perfekte Ausdrucke auf dem MK3 zu erhalten und sollte beim ersten Kennenlernen der 3D-Druckwelt verwendet werden. Für fortgeschrittene Anwender, die Druckeinstellungen anpassen oder neue Materialien hinzufügen möchten, wartet Slic3r Prusa Edition auf Sie. - Seite 48 Bild 27 - Prusa Control Schnittstelle 1. Undo/Redo-Buttons s etzen Änderungen zurück. 2. Mit der Scale-Taste k önnen Sie mit der Maus skalieren, während das Modell selektiert ist. 3. Mit der Schaltfläche D rehen können Sie mit der Maus drehen, während das Modell selektiert ist (der äußere Kreisschritt beträgt 0,1°, der innere Kreisschritt 45°).
-
Seite 49: Slic3R Prusa Edition
10.4 Slic3r Prusa Edition PrusaControl baut auf der S lic3r Prusa Edition auf und verbirgt all das unnötige Gewirr, das entsteht, wenn alle Einstellungen sichtbar sind. Wenn Sie sich entscheiden, Ihre eigenen spezifischen Druckeinstellungen zu erstellen oder Materialeinstellungen stark zu verändern, können Sie Slic3r PE direkt verwenden. -
Seite 50: Die 3D Mitgelieferten Modelle
Datei gespeichert wird. PrusaControl kann auch Farbänderungen zu bestehenden Gcodes hinzufügen (z.B. in Slic3r generiert). Sie können Web ColorPrint auch für gcode von anderen Slicern einschließlich Slic3r Prusa Edition verwenden. - Seite 51 Bild 31 - Hinzufügen von Farbwechsel in PrusaControl ● Zuerst müssen Sie einen regulären g code mit den üblichen Druck- und Filament-Einstellungen vorbereiten. Sichern Sie die Datei. ● Dann gehen Sie auf w ww.prusaprinters.org und wählen Sie im Kopfmenü Farbdruck. ●...
- Seite 52 Bild 32 - Web-Version der Colorprint-Oberfläche bei prusaprinters.org/colorprint Legen Sie das Filament, mit dem Sie beginnen möchten, in Ihren Drucker ein und beginnen Sie mit dem Drucken der Datei. Wenn der Farbwechsel durch den gcode ausgelöst wird, folgt der Drucker einer einfachen Prozedur: ●...
-
Seite 53: Drucken Von Nicht-Standardmäßigen Modellen
Filaments - wenn ja, wählen Sie diese Option, um den Druck mit einer neuen Farbe fortzusetzen. 2. " F ilament not loaded " Wenn das neue Filament nicht richtig geladen wurde, wählen Sie diese Option, und der Drucker startet die automatische Filamentladung erneut. Wenn das Filament richtig eingelegt ist, können Sie die Option ... -
Seite 54: Drucken Von Großen Objekten
Bild 33 - Drucken mit Supportmenü 10.7.2 Drucken von großen Objekten Ein weiterer Spezialfall ist das Drucken von Objekten, die größer als das Druckbett sind. Die erste Option besteht darin, das Objekt auf eine druckbare Größe zu verkleinern. Wenn Sie mit der rechten Maustaste auf ein Objekt in Slic3r klicken, öffnet sich ein Menü... - Seite 55 Wenn Sie ein Objekt drucken wollen, das nicht zum Drucker passt, müssen Sie es mit Slic3r zerschneiden. Klicken Sie mit der rechten Maustaste und wählen Sie die Option Cut... im Menü. Sie können das Objekt horizontal ausschneiden - wenn Sie einen Schnitt in einer anderen Achse durchführen möchten, verwenden Sie die Option Spiegeln...
-
Seite 56: Werkstoffe
11 Werkstoffe Temperaturen und die Heizbettbehandlung vor dem Druck für ein bestimmtes Material. 11.1 ABS ABS ist ein sehr starkes und vielseitiges Material mit h oher thermischer Beständigkeit. Es ist sowohl für den Innen- als auch für den Außenbereich geeignet. ABS ist ein thermoplastisches Polymer, d.h. -
Seite 57: Vorbereitung Der Biegsamen Federstahldruckplatten
● Betttemperatur: 1 00 °C. Die Bett-Temperatur kann je nach Größe des Objektes zwischen 80 und 110 °C eingestellt werden (größeres Objekt bedeutet höhere Temperatur). ● Druckbett: V ergewissern Sie sich, dass die Oberfläche sauber ist, wie in Kapitel 6.3.2 Vorbereitung der biegsamen Federstahldruckplatten... - Seite 58 Plastikfäden auf Ihrem Druck hinterlassen. Sie können dies mit erhöhter Retraktion und dem Spielen mit der Düsen-Temperatur bekämpfen, aber wenn Sie unsere Filament-Voreinstellungen in S lic3r oder Prusa Control verwenden, haben wir das bereits für Sie getan und das Fadenziehen ist minimal. Falls Sie leichte Fadenbildung bei Ihrem Ausdruck beobachten, können Sie diese beseitigen, indem Sie Ihre fertigen Drucke mit einer...
- Seite 59 VORTEILE NACHTEILE Leicht zu drucken Möglichkeit des Fadenziehens Gute Schichthaftung Nicht in Aceton löslich Sehr widerstandsfähig, verzugsarm Anfällig für Kratzer Temperaturbeständigkeit Geringe Schrumpfung Langlebig ● Düsentemperatur: 2 40 °C ● Betttemperatur: 8 0 - 100 °C ● Druckbett: V ergewissern Sie sich, dass die Oberfläche sauber ist, wie in Kapitel 6.3.2 Vorbereitung der biegsamen Federstahldruckplatten...
- Seite 60 ● Druckbett: Vergewissern Sie sich, dass die Oberfläche sauber ist, wie in Kapitel 6.3.2 Vorbereitung der biegsamen Federstahldruckplatten beschrieben. 11.5 PP Polypropylen ist ein flexibles und widerstandsfähiges Material, das sich zum Drucken von präzisen Objekten eignet, die Flexibilität, Festigkeit und Beständigkeit erfordern. VORTEILE NACHTEILE Strapazierfähig...
- Seite 61 ein Action-Kameragehäuse oder Räder für Ihr RC-Car benötigen, Flex ist der passende Weg. Bevor Sie mit dem Drucken von Flex beginnen, reinigen Sie die Düse vom vorherigen Material - erwärmen Sie die Düse vor und laden Sie PLA, um jegliches andere vorherige Material zu entfernen.
- Seite 62 ● Bett-Temperatur: 1 00 - 110 °C (größeres Objekt -> höhere Temperatur) ● Druckbett: S tellen Sie sicher, dass die Oberfläche des Heizbettes sauber ist. Die Verwendung von "Brim" wird empfohlen (siehe Prusa Knowledgebase). 11.10 nGen Entwickelt von Eastman Chemical Company und colorFabb, bietet nGen eine erhöhte...
- Seite 63 VORTEILE NACHTEILE Hochglanz Spröde Gute Oberflächengüte Ein bisschen Verzug Gute Schichthaftung ● Düsentemperatur: 2 40 °C ● Betttemperatur: 8 0 - 100 °C (größeres Objekt -> höhere Temperatur) ● Heatbed: S tellen Sie sicher, dass die Oberfläche sauber ist. Verwenden Sie zur Reinigung des Bettes keinen Isopropylalkohol, da sonst die Haftung zu stark sein kann, verwenden Sie stattdessen Fensterreiniger.
-
Seite 64: Auswahl Neuer Materialien
11.13 Auswahl neuer Materialien Jeder Hersteller stellt etwas anderes Material her, obwohl sie zur gleichen Gruppe gehören. Zum Beispiel haben Prusa PLA und ColorFabb PLA beim Drucken ein leicht unterschiedliches Ergebnis. Um die bestmögliche Leistung zu erzielen, sollten Sie mit der D üsentemperatur, der Kühl-Ventilatorgeschwindigkeit, der Druckgeschwindigkeit und dem Durchfluss... -
Seite 65: Faq - Druckerwartung Und Druckprobleme
12 FAQ - Druckerwartung und Druckprobleme 12.1 Regelmäßige Wartung 12.1.1 Lager Alle paar hundert Stunden sollten die glatten Stäbe mit einem Papiertuch gereinigt werden. Dann tragen Sie ein wenig allgemeines Maschinenöl auf die glatten Stäbe auf und bewegen Sie die Achse einige Male hin und her. Das entfernt den Schmutz und erhöht die Lebensdauer. -
Seite 66: Extruder-Antriebsgetriebe
Bild 37 - Lüfter-Fehlermeldung Der Lüfter zur Düsenkühlung wird von N octua h ergestellt. Diese hochwertigen Lüfter sind bekannt für ihre überragende Laufruhe und aussergewöhnliche Leistung. Sie können die Überwachung im LCD-Menü unter S ettings -> Check fans a bschalten, falls Sie z.B. -
Seite 67: Filament Geht Zu Ende
● Zu Neige gehendes Filament ● Festsitzendes Filament - verstopfte Düse 12.3.1 Filament geht zu Ende Falls das Filament verbraucht ist, w ird dies nicht mehr zu einem fehlgeschlagenen Druck führen . Wenn das Filament zur Neige geht, wird der Drucker den Druck automatisch unterbrechen, die im Hotend-Zufuhrrohr verbliebenen paar Zentimeter Filament auswerfen, und die X-Achsenführung vom Druck wegbewegen. -
Seite 68: Extreme Lichtverhältnisse
Druckluft. In der X-Achsenführung befindet sich eine Zugangsöffnung speziell für diesen Zweck. Bild 39 - Zugangsöffnung für die Reinigung des Filamentsensors 12.3.3.2 Extreme Lichtverhältnisse Falls Sie in extremen Lichtbedingungen drucken (direktes Sonnenlicht, sehr starke LED-Beleuchtung), werden möglicherweise auch Fehlalarme auftreten. LCD-Menü: S ettings ->... -
Seite 69: Düsenreinigungg
Bild 40 - Reinigen des Extruders - hier sehen Sie die Antriebsritzel durch das Wartungsloch 12.5 Düsenreinigungg Berühren Sie die Düse während dieses Vorgangs nicht, da sie vorgeheizt ist und Verbrennungen verursachen kann! Um die Reinigung zu vereinfachen, fahren Sie den Extruderkopf hoch. Im LCD-Menü... -
Seite 70: Ersetzen / Wechseln Der Düse
Aus der Düse tritt kein Filament aus Falls überhaupt kein Filament austritt, ist das Hotend höchstwahrscheinlich verstopft. Um es vollständig freizubekommen, folgen Sie bitte diesen Schritten: 1. Heizen Sie die Düse auf 250 °C auf, falls die Verstopfung durch PLA verursacht wurde, oder auf 270°C im Fall von ABS auf. - Seite 71 Bild 41 - Düsenwechsel ...
-
Seite 72: Druckprobleme
12.7 Druckprobleme 12.7.1 Schichten brechen und spalten beim Drucken aus ABS-Material ABS-Material hat eine höhere Wärmeausdehnung als andere Materialien. Wir empfehlen andere Materialien wie PET, HIPS oder PLA, wenn Sie größere Modelle drucken. 12.7.2 Modelle enthalten entweder zu viel oder zu wenig Filament Sie können den Filamentfluss während des Drucks steuern. -
Seite 73: Faq - Häufig Auftretende Probleme Bei Der Montage Des Druckerbausatzes
13 FAQ - Häufig auftretende Probleme bei der Montage des Druckerbausatzes 13.1 Drucker wackelt - YZ-Rahmen - Überprüfung der Geometrie Falls Ihr Drucker auf der Unterlage wackelt, kontrollieren Sie bitte Schritt 11 unter "Zusammenbau der Y-Achse" - "YZ-Rahmen - Überprüfung der Geometrie" . Alle Komponenten werden maschinell mit höchster Präzision geschnitten oder gebohrt, aber ungleichmässige Anzugskräfte können dazu führen, dass sich der Rahmen verzieht. -
Seite 74: Der Drucker Stoppt Den Druckvorgang Kurz Nach Dem Start
13.2 Der Drucker stoppt den Druckvorgang kurz nach dem Start Der Extruder ist wahrscheinlich überhitzt. Vergewissern Sie sich, dass der Düsenventilator ordnungsgemäß funktioniert. Ist dies nicht der Fall, überprüfen Sie bitte den Anschluss entsprechend der Montageanleitung. Bild 43 - Korrekte Verdrahtung der Steckverbinder 13.3 Drucker kann SD-Karte nicht lesen ... -
Seite 75: Lose X- Und/Oder Y-Achsenzahnriemen
13.4 Lose X- und/oder Y-Achsenzahnriemen Überprüfen Sie, ob beide Zahnriemen richtig gespannt sind, lose Zahnriemen würden zu einer Fehlfunktion des Druckers führen und einen ordnungsgemäßen Druck verhindern. Die einfachste Art der Kontrolle ist das Ausdrucken eines runden Gegenstandes - wenn einer der Riemen nicht richtig gespannt ist, entsteht eine unregelmäßige Form statt eines perfekten Kreises. -
Seite 76: Kabel Zum Heizbett
13.5 Kabel zum Heizbett Vergessen Sie nicht, eine Spiralwickelhülle auf den Heizbettkabeln zu verwenden und die Kabel richtig zu befestigen, damit sie die Bewegungsabläufe beim Drucken nicht einschränken. Bild 46 - Kabel, die in eine Spiralhülle gewickelt werden sollen... - Seite 77 Drucken und teilen! Vergessen Sie nicht, Ihre Drucke mit #prusai3mk3 zu kennzeichnen, während Sie sie teilen, damit wir sie finden, pinen und präsentieren können. http://www.prusa3d.com/original-prusa-i3-prints/ Happy Printing :) ...