GYS GYSPRESS 8T Betriebsanleitung

Verwandte Anleitungen für GYS GYSPRESS 8T















Inhaltszusammenfassung für GYS GYSPRESS 8T
- Seite 1 GYSPRESS 8T 2-4 / 5-11 / 31 -32 2-4 / 12-17 / 31 -32 2-4 / 18-24 / 31 -32 2-4 / 25-30 / 31 -32 www.gys.fr 73502-V2-19/02/2015...
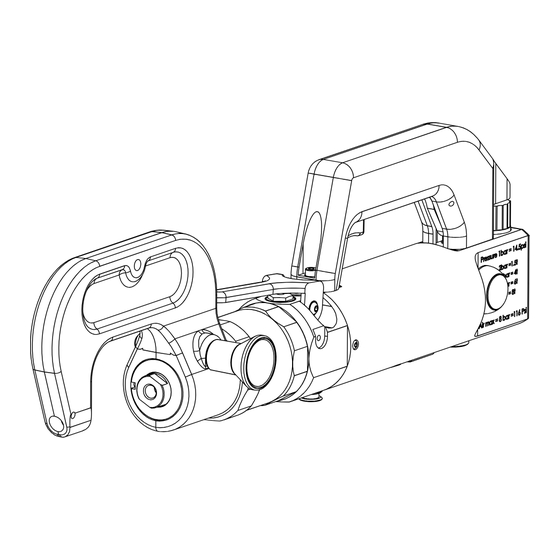
- Seite 2 GYSPRESS 8T Bras en acier Steel arm Nietbügel Brazo de acero Levier de décharge Discharge lever Entspannungsriegel Palanca de descarga Gâchette Trigger Steuerungtrigger Gatillo Poignée Handle Handgriff Mango Réglage pression Pressure control Druckregelung Ajuste de la presión Manomètre Regulator Manometer Manómetro...
- Seite 3 GYSPRESS 8T COMPOSITION DU KIT D’EMBOUTS / CONNECTOR KIT CONTENTS / ZUSAMMENSTELLUNG DES MA- TRIZEN-KITS / COMPOSICIÓN DEL KIT DE BOQUILLAS - Matrices pour rivet auto-perçants (RAP) Ø 3,3 mm - Matrix for self-piercing rivets (RAP) Ø 3.3 mm - Matrizen für Stanznieten (RAP) Ø 3,3 mm - Matrices para remaches autoperforantes Ø...
-
Seite 18: Druckluftanschluss
Sie das Gerät zum ersten Mal benutzen und bewahren Sie sie sorgfältig auf. BESCHREIBUNG Wir freuen uns, dass Sie sich für ein Markengerät der Firma GYS entschieden haben, und danken Ihnen für das entge- gengebrachte Vertrauen. Um das Gerät optimal nutzen zu können, lesen Sie bitte die Betriebsanleitung sorgfältig durch. -
Seite 19: Nietwerkzeug-Montage
GYSPRESS 8T Nach Aufsetzen des Nietbügels, den Arretierstift in die Bohrung einsetzen. Der Arretierstift muss zur Arretierung bis über die Kugelsperre eingeschoben werden. Der Arretierstift muss sauber und unbeschädigt sein. Keinen beschädigten Arretierstift benutzen. Das Nietgerät ist betriebsbereit. NIETWERKZEUG-MONTAGE Das für den Niet-/ Entnietvorgang passende Werkzeug in den Träger des Bügels einschrauben. Vor der Montage, sicherstellen, dass Matrize und Locheisenträger zueinander passen (s. -
Seite 20: Regelung Des Pressdruckes Und Der Werkzeuggeschwindigkeit
GYSPRESS 8T REGELUNG DES PRESSDRUCKES UND DER WERKZEUGGESCHWINDIGKEIT Werkzeuggeschwindigkeit und Pressdruck können zur Präzisierung je nach Anwendung u. Blechkombination individuell eingestellt werden. Die passenden Einstellwerte entnehmen Sie der Tabelle a. Seite 31. Werkzeug-Ges- Pressdruck chwindigkeit SORTIMENTS-BOX STANZNIETEN (LEIFERUMFANG) Das Nietgerät wird mit einer Box mit 6x50 Stahl-Stanzniete (RAP) in unterschiedlichen Abmessungen geliefert. -
Seite 21: Vorstanzen/ Kalibrierung Für Fliessformniete
GYSPRESS 8T ABBILDUNG STANZNIETVERBINDUNG VORDER- U. RÜCKSEITE VORSTANZEN/ KALIBRIERUNG FÜR FLIESSFORMNIETE Zur Applikation von Fließformnieten muss die Blechkombination vorgestanzt und die Stanzlöcher miteinander kalibriert werden. Die Stanzmatrize (s. oben) ermöglicht das gleichzeitige präzise Stanzen und Kalibrieren in einem Arbeitsgang. Nach dem Vorstanzen fällt das ausgestanzte Material in die Aussparung der Gegenmatrize. -
Seite 22: Entfernung Von Nieten
GYSPRESS 8T Nach der Bohrung der Vorbohrung, fügen Sie den Fließ- Die Matrize F1 muss an dem Nietkopf anliegen: formniet in die Vorbohrung ein: Die Matrize F2 hat eine Bohrung zur Entfernung der Klebstoffrückstände. Nach jedem Nietvorgang, Klebstof- frückstände von allen Werkzeugen entfernen. -
Seite 23: Steuerung Und Wartung
Bei allen Wartungsvorgängen muss das Gerät von der Druckluftversorgung getrennt werden! FEHLER, URSACHEN, LÖSUNGEN Die nachfolgende Tabelle zeigt Fehler, die beim Einsatz des GYSPRESS 8T beobachtet werden können. Sollte es zu einer Störung kommen, die nicht in der Tabelle aufgeführt ist, kontaktieren Sie umgehend Ihren Händler. -
Seite 24: Herstellergarantie
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoran- schlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler. Kontakt KD: GYS GmbH Professor-Wieler-Straße 11... -
Seite 32: Attestation De Conformité
CE-Kennzeichung: 2014. ATTESTACION DE CONFORMIDAD GYS declara que la GYSPRESS 8T se ajusta a la directiva 2006/42/EG, y por consiguiente cumple las normas siguientes:- - EN 693 / EN 792-1 / EN 792-13 Fecha de marcado de CE : 2014.