
Inhaltszusammenfassung für Zundapp M-1600
- Seite 1 Digitaler Flachbett Cutter G3 Serie (M-1600, M-2500, L-2500, L-3200, XL-1600, XL-3200, 2XL-1600, 2XL-3200, 3XL-1600, 3XL-3200) Bedienungsanleitung...
- Seite 2 Originalbetriebsanleitung Author technische Kommunikation, Zünd Systemtechnik AG Satz und Druck Zünd Systemtechnik AG © Copyright Zünd Systemtechnik AG Version: Menu Version: 1.47 01-2011 Datum: 5106015 Dok.Nr.:...
-
Seite 3: Inhaltsverzeichnis
G3-Serie Inhalt Einleitung ..........1 Vorwort . - Seite 4 G3-Serie Leistungsmerkmale ......... . 21 2.8.6 Emissionen .
- Seite 5 G3-Serie Bedienelemente, Bedienung ........1 Allgemein ..........1 Sicheres Arbeiten .
- Seite 6 G3-Serie 4.11.1 Laserpointer ..........50 4.11.2 Referenzpunkt .
- Seite 7 G3-Serie Werkzeuge ..........1 Module .
- Seite 8 G3-Serie 000017,03,06-2009, jmu...
-
Seite 9: Einleitung
G3-Serie Einleitung Vorwort Einleitung Zünd Systemtechnik AG Altstätten, Schweiz Vorwort Sehr geehrter Kunde Mit Ihrer Kaufentscheidung nehmen Sie am weltweiten Erfolg der Zünd Cuttersysteme teil. Die modulare Bauweise unserer Systeme garantiert Ihnen: – eine Systemlösung, die Ihren individuellen Ansprüchen an Geschwindigkeit und Qualität gerecht wird –... -
Seite 10: Handhabung
Einleitung G3-Serie Handhabung Handhabung Die mitgelieferte Betriebsanleitung soll Sie in die Lage versetzen, das Gerät – sicher zu bedienen – routinemässig zu warten – in allen zulässigen Bereichen optimal zu nutzen Voraussetzung dafür ist, dass Sie sich in der Dokumentation auch zurechtfinden. Die Betriebsanleitung besteht aus Band 1 - Bedienungsanleitung Der vorliegende Band enthält Informationen zur Technik, Inbetriebnahme,... -
Seite 11: Symbole
G3-Serie Einleitung Handhabung 1.2.2 Symbole Illustration schliessen, befestigen, anziehen, hinein öffnen, lösen, lockern, heraus höher niedriger Textstrukturierung Tätigkeit: Ausführen von Arbeitsschritten Resultat: Folge, die durch das Ausführen von Tätigkeiten resultiert. Voraussetzungen, die zum Ausführen einer Tätigkeit erfüllt sein müssen Werkzeugliste Optionale Zusatzausstattung Es ist eine Vielzahl von optionalen Zusatzausstattungen für das Gerät verfügbar. -
Seite 12: Beachten Sie Beim Lesen Der Bedienungsanleitung
Einleitung G3-Serie Beachten Sie beim Lesen der Bedienungsanleitung Beachten Sie beim Lesen der Bedienungsanleitung Textverweise Die Überschriften in den Kapiteln sind fortlaufend durchnummeriert, wobei die erste Ziffer der Kapitelnummer entspricht. Bei kapitelübergreifenden Textverweisen ist deshalb auf die erste Ziffer zu achten und das entsprechende Kapitel aufzuschlagen, in dem der angeführte Punkt zu finden ist. -
Seite 13: Aktueller Stand Der Dokumentation
G3-Serie Einleitung Aktueller Stand der Dokumentation Aktueller Stand der Dokumentation Damit die Dokumentation jederzeit vollständig ist und dem aktuellen Stand entspricht – keine einzelnen Unterlagen entnehmen – fehlende, unleserliche Seiten vom Hersteller anfordern oder von der Zünd Hom- page herunterladen und ausdrucken –... -
Seite 14: Ul-Prüfung
Informationen zur Fehlersuche bzw. Tipps und Tricks finden Sie auf der Zünd Hompage. (www.zund.com) Dokumentierte Cuttermodelle Diese Dokumentation gilt für folgende G3-Serie Cutter Typen. G3-Serie M-Linie L-Linie XL-Linie 2XL-Linie 3XL-Linie M-1600 L-3200 XL-3200 2XL-3200 3XL-3200 M-2500 L-2500 XL-1600 2XL-1600 3XL-1600 1.10... -
Seite 15: Produktbeschreibung
G3-Serie Produktbeschreibung Allgemein Produktbeschreibung Allgemein Dieses Kapitel informiert sie über folgendes: – Darstellungskonventionen in der Bedienungsanleitung – Einsatzmöglichkeiten des Geräts – Aufbau der Hauptkomponenten – wichtige technische Daten – allgemeine technische Beschreibung des Geräts Richtungsangaben Richtungsangaben wie „rechts, links“ oder „vorne, hinten“ beziehen sich auf die Sicht des Bedieners auf das Gerät während der Bedienung. -
Seite 16: Produktidentifikation
Produktbeschreibung G3-Serie Produktidentifikation Produktidentifikation 2.2.1 Typenschild Hinweis! Das Typenschild dient zur eindeutigen Identifizierung Ihres Geräts. Abb. 2-2 Position Typenschild 1 Hersteller 5 Baujahr 2 Produktkategorie 6 CE-Zeichen 3 Gerätetyp 7 Anschrift des Herstellers 4 Seriennummer siehe Kapitel "Einleitung", "Normung, CE-Kennzeichnung" Aufbau der Seriennummer Bsp.: Seriennummer... -
Seite 17: Ul-Kennzeichnung
G3-Serie Produktbeschreibung Verwendungszweck 2.2.2 UL-Kennzeichnung Abb. 2-3 UL-Kennzeichnung 1 UL-Zeichen (Canada, USA) 3 max. Strom 2 Spannungsbereich 4 Frequenz Verwendungszweck Das Cuttersystem ist für folgende Zwecke einsetzbar: – als Ausgabestation von CAD/CAM Daten – zum Bearbeiten und Beschriften von Materialien, die auf der Tischplatte ange- ordnet sind Die bestimmungsgemässe Verwendung und die Einsatzgrenzen sind ausserdem: –... -
Seite 18: Cutter - Überblick
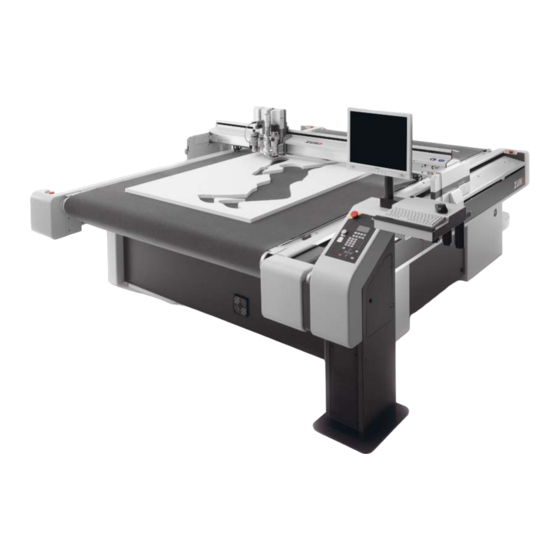
Produktbeschreibung G3-Serie Cutter - Überblick Cutter - Überblick Abb. 2-4 Cutter - Überblick 1 Workstation 8 Powerbox 2 Cutterverlängerung vorne 9 Sicherheitsvorrichtung rechts 3 Tischplatte mit Vakuum 10 Elektronikbox 4 Sicherheitsvorrichtung links 11 Vakuumerzeuger 5 Balken 12 Staubsauger (optional) 6 Cutterverlängerung hinten 13 Wartungseinheit (Einstellung Luftdruck) 7 Galgen für Fräsoption 000003,07,05-2010, jmu... -
Seite 19: Module, Werkzeuge
G3-Serie Produktbeschreibung Module, Werkzeuge Module, Werkzeuge 2.5.1 Allgemein Module Durch den Einsatz von Modulen und Werkzeugeinsätzen sind Zünd Cutter zum einen hochspezialisiert, zum anderen einfach auf die Bearbeitung anderer Materialien umrüstbar. Auf dem Modulträger können serienmässig drei Module befestigt werden. Eine Anleitung zur Bedienung Ihres Moduls finden Sie im Kapitel "Module"/"Werkzeugeinsätze". - Seite 20 Produktbeschreibung G3-Serie Module, Werkzeuge 2.5.2.1 Werkzeuge zu UM POT: Pneumatisches Oszillierwerkzeug für dicke oder zähe Materialien wie z.B. Schaumstoffe, Füllmaterialien, dickes Leder, Möbelstoffe... EOT: Elektrisches Oszillierwerkzeug zum Schneiden von weichen bis mittelharten Materialien. DRT: Angetriebenes Werkzeug für rotierendes Messer zum Schneiden von Textilien, faserigen Materialien wie Kevlar, Carbon VCT: Schneidwerkzeug zum Erstellen von V-Nuten UCT: Universal einsetzbares Schneidwerkzeug...
-
Seite 21: Rm-A
G3-Serie Produktbeschreibung Module, Werkzeuge 2.5.3 RM-A Fräsmodul zum Einsatz von 1000 W Zünd Motorspindeln. Motorspindel mit 1000 W zum Bearbeiten verschiedenster Materialien. 2.5.4 Loch- und Stanzmodul zum Bearbeiten von Ledermaterialien. 000003,07,05-2010, jmu... -
Seite 22: Mam-S/D
Produktbeschreibung G3-Serie Module, Werkzeuge 2.5.5 MAM-S/D Einfaches/zweifaches Markiermodul für den Einsatz von Kugelschreibern und anderen Markiereinsätzen. 000003,07,05-2010, jmu... -
Seite 23: Materialhandling, Optionen
G3-Serie Produktbeschreibung Materialhandling, Optionen Materialhandling, Optionen 2.6.1 Laserpointer Der Laserpointer dient als Hilfsmittel, um den Referenzpunkt genau zu definieren 2.6.2 ICC Kamera Die ICC-Kamera dient als Hilfsmittel um Registrierungsmarken einzulesen. Die Verarbeitung der Daten ist abhängig von der Kommunikationssoftware. 2.6.3 Cutter mit statischer Arbeitsfläche Das Beschicken und Entnehmen des Bearbeitungsmaterials geschieht auf der Arbeitsfläche... -
Seite 24: Cutter Mit Conveyor
Produktbeschreibung G3-Serie Materialhandling, Optionen 2.6.4 Cutter mit Conveyor Conveyorsysteme werden zum Vorziehen von Bearbeitungsmaterial benutzt. Das Conveyorband dient zugleich als Schneidunterlage und Förderband. Während der Bearbeitung wird das Bearbeitungsmaterial mittels Vakuum fixiert. Nach dem Schneiden fährt der Balken nach hinten. Die Conveyorklemmelemente fixieren das Conveyorband und die Vorschubelemente werden auf das vorzuschiebende Material gepresst. -
Seite 25: Auffangwanne
G3-Serie Produktbeschreibung Materialhandling, Optionen 2.6.6 Auffangwanne Auffangen von Schneidabfällen 2-11 000003,07,05-2010, jmu... -
Seite 26: Technische Beschreibung
Produktbeschreibung G3-Serie Technische Beschreibung Technische Beschreibung 2.7.1 Gesamtgerät Der G3-Cutter ist ein variables Bearbeitungssystem für flexible und starre Materialien mit verschiedenen Werkzeugsystemen. Zum besseren Handling und zum Anpassen des Systems auf spezielle Bedürfnisse bzw. zum Bearbeiten bestimmter Materialien sind Erweiterungsoptionen verfügbar. 2.7.2 Schema Arbeitsablauf Ausgangsbasis: CAD/CAM Daten... -
Seite 27: Gesamtgerät
G3-Serie Produktbeschreibung Technische Beschreibung 2.7.3 Gesamtgerät Tischplatte/Vakuumplatte Die Arbeitsfläche ist als Lochblech ausgeführt. Unter diesem Lochblech sind Vakuumzonen angeordnet, die über einen Verteiler mit einem leistungsstarken Vakuumerzeuger verbunden sind. Das Vakuum dient zum Niederhalten und zum Straffen des Bearbeitungsmaterials. Die Cuttersteuerung ermöglicht ein sequentielles Aktivieren/Deaktivieren der einzelnen Vakuumzonen und reduziert so den Energieverbrauch. -
Seite 28: Bewegungssystem
Produktbeschreibung G3-Serie Technische Beschreibung 2.7.4 Bewegungssystem Die G3-Serie verfügt über vier elektronisch angesteuerte Achsen Achse Funktion Bewegungssystem Balken Antrieb über Zahnriemen/ Stahlband Materialtransport, Vorschubklemmelemente, Materialtransportverlängerung Vorschubelemente, Hilfsantrieb Bewegung des Modulträgers Antrieb über Zahnriemen/ Stahlband Höhenverstellung des Moduls Bsp. Universalmodul, Fräsmodul Rotationsbewegung des Bsp. -
Seite 29: Materialien Bearbeiten
G3-Serie Produktbeschreibung Technische Beschreibung 2.7.5 Materialien bearbeiten Aufgrund der Vielzahl an Materialien, die mit den verschiedenen Modul- und Werkzeugsystemen bearbeitet werden können, ist auch der Weg zum Ziel immer ein anderer. Folgende Faktoren spielen jedoch immer eine wichtige Rolle und müssen immer materialspezifisch eingestellt bzw. -
Seite 30: Technische Daten
Breite B1 Breite B2 Höhe (D x E) [mm] (B x C) [mm] [mm] [mm] Arbeitsfläche (A) [mm] M-1600 1330 x 1600 2055 x 2512 M-2500 1330 x 2500 2055 x 3412 L-2500 1800 x 2500 2525 x 3412 L-3200... - Seite 31 G3-Serie Produktbeschreibung Technische Daten Materialdurchlass-Breite Materialdurchlass- Materialdurch- statisch (D) [mm] Breite mit CV (D) lass-Dicke [mm] [mm] M-1600 1610 1330 M-2500 1610 1330 L-2500 2080 1800 L-3200 2080 1800 XL-1600 2550 2270 61/31 XL-3200 2550 2270 2XL-1600 3020 2740 2XL-3200...
-
Seite 32: Cutterverlängerung
Produktbeschreibung G3-Serie Technische Daten 2.8.1.2 Cutterverlängerung Hinweis! Cutterverlängerungen vergrössern nicht die Arbeitsfläche des Cutters. Sie dienen als Transportbandverlängerung zur Materialbeschickung und -entnahme Abb. 2-10 Abmessungen Cutterverlängerung Cutterverlängerung T1 [mm] CE0800 CE1250 1195 CE1600 1545 CE2500 2445 CE3200 3145 2-18 000003,07,05-2010, jmu... -
Seite 33: Elektrischer Anschluss, Energieverbrauch
G3-Serie Produktbeschreibung Technische Daten 2.8.2 Elektrischer Anschluss, Energieverbrauch elektrischer Anschluss 400 V, 50/60 Hz Wert Einheit Spannung 3-phasig, 400 L1, L2, L3, N, PE Netzfrequenz 50/60 HZ Leistungsaufnahme - 3 Phasen 3.6 KW (ohne Vakuumerzeuger) Stromaufnahme, 3 Phasen max. 12 A (ohne Vakuumerzeuger) Netzabsicherung min. -
Seite 34: Steuerung
Produktbeschreibung G3-Serie Technische Daten Conveyor Vorschubelemente Wert Einheit Einstellung - Druckregler Wartungseinheit (P3) 0.6 MPa Ansteuerung Vakuumzonen, Versorgung Wert Einheit diverser Module, Werkzeuge Betriebsdruck 0.6 - 0.8 MPa min. Luftmenge 20 l/min Einstellung - Druckregler Wartungseinheit (P2) 0.6 MPa Zusätzliche Angaben und Anforderungen finden Sie in den Kapiteln "Module, Werkzeuge, Optionen, Materialhandling"... -
Seite 35: Leistungsmerkmale
G3-Serie Produktbeschreibung Technische Daten 2.8.6 Leistungsmerkmale Genauigkeit Wert Einheit Auflösung des Messsystems 0.005 mm Positionsgenauigkeit bei konstanter Temperatur ± 0.1 mm Wiederholgenauigkeit ± 0.03 mm Ebenheit der Arbeitsplatte ± 0.2 mm Schneidleistung Wert Einheit Geschwindigkeit in Vektorrichtung 1 - 1414 mm/s max. -
Seite 36: Emissionen
Produktbeschreibung G3-Serie Technische Daten 2.8.7 Emissionen Schall Dauerschalldruckpegel des Cutters < 75 dB (A) Je nach Werkzeugsystem und verarbeiteten Materialien – wird der Grenzwert von 85 dB (A) überschritten, – sind Lärmschutzmassnahmen erforderlich Hinweis! Schutzmassnahmen gegen Lärm und Emissionen (Staub, Lösungsmittel, Materialrückstände, usw.) sind im Kapitel 3 für das jeweilige Werkzeugsystem beschrieben. -
Seite 37: Sicherheit
G3-Serie Sicherheit Allgemein Sicherheit Allgemein Ihre Sicherheit - als Bediener, Servicetechniker oder beteiligte Person - ist von vorrangiger Bedeutung. Einige möglicherweise auftretende Situationen, Probleme, oder Störungen an dem Gerät können ein Sicherheitsrisiko darstellen, wenn Sie nicht über Massnahmen zur Vermeidung und Abwehr der dabei entstehenden Gefahren Bescheid wissen. -
Seite 38: Bestimmungsgemässe Verwendung
Sicherheit G3-Serie Bestimmungsgemässe Verwendung Bestimmungsgemässe Verwendung Die bestimmungsgemässe Verwendung des Geräts ist Grundvoraussetzung für den sicheren Betrieb. Die mitgelieferte Ausrüstung • ist aufgelistet und gekennzeichnet • bestimmt die Verwendungsmöglichkeit des Geräts Grundsätzlich dient das Gerät als Ausgabestation von CAD/CAM Daten zum Beschriften und Bearbeiten von Materialien, die auf der Tischplatte angeordnet sind. -
Seite 39: Gefahrenhinweise, Wichtige Hinweise
G3-Serie Sicherheit Gefahrenhinweise, wichtige Hinweise Gefahrenhinweise, wichtige Hinweise 3.4.1 Erklärung der Gefahrenhinweise Sowohl in der Bedienungsanleitung als auch am Gerät sind Gefahren, wichtige Hinweise und Anwendungstipps mit speziellen Symbolen und Signalwörtern wie folgt gekennzeichnet. Gefahr! Der Sicherheitshinweis Gefahr • bezeichnet eine unmittelbar drohende Gefahr •... -
Seite 40: Aufbau Der Gefahrenhinweise
Sicherheit G3-Serie Gefahrenhinweise, wichtige Hinweise 3.4.2 Aufbau der Gefahrenhinweise Beispiel: Warnung! Vergiftungsgefahr durch die Emission von giftigem Staub Bei der Verarbeitung verschiedenster Materialien entsteht giftiger, gesundheitsschädlicher Staub. • Erkundigen Sie sich beim Hersteller des zu bearbeitenden Materials nach des- sen Giftigkeit •... -
Seite 41: Verantwortungsbereiche
G3-Serie Sicherheit Verantwortungsbereiche Verantwortungsbereiche Der Hersteller • ist verantwortlich für den sicherheitstechnisch einwandfreien Zustand des aus- gelieferten Geräts, inklusive Betriebsanleitung und Zubehör laut Verkaufsunter- lagen. Der Betreiber oder eine von ihm autorisierte Person: • stellt sicher, dass nur ausreichend ausgebildetes Personal, welches ausreichend eingeschult ist und den Inhalt der Sicherheitsvorschriften in diesem Kapitel kennt und versteht, dieses Gerät bedient und wartet •... -
Seite 42: Regeln Und Arbeitssicherheit
Sicherheit G3-Serie Regeln und Arbeitssicherheit Regeln und Arbeitssicherheit • Für den Betrieb des Geräts gelten in jedem Fall die örtlichen Sicherheits- und Unfallverhütungsvorschriften. • Vor jedem Einschalten des Geräts: Sicherheitsvorrichtungen und Schutzabde- ckungen kontrollieren. • Beim Auftreten einer Gefahrensituation das Gerät vom Betriebszustand ONLINE in den Betriebszustand STOPPED bzw. -
Seite 43: Gefahrenbereiche
G3-Serie Sicherheit Gefahrenbereiche Gefahrenbereiche 3.9.1 Gefahrenbereich allgemein Abb. 3-1 Gefahrenbereich allgemein 1 Gefahrenbereich 000011,08,11-2009, jmu... -
Seite 44: Gefahrenbereich Am Modulträger
Sicherheit G3-Serie Gefahrenbereiche 3.9.2 Gefahrenbereich am Modulträger Vorsicht! Verletzungsgefahr am Modulträger Der Gefahrenbereich am Modulträger ist nicht mit Schutzvorrichtungen gesichert. • Fassen Sie während dem manuellen Initialisieren nicht in den Gefahrenbereich • Sichern Sie den Gefahrenbereich am Modulträger mit den Steckplatzschutzble- chen Abb. -
Seite 45: Gefahrenbereich Während Dem Initialisieren
G3-Serie Sicherheit Gefahrenbereiche 3.9.3 Gefahrenbereich während dem Initialisieren Vorsicht! Verletzungsgefahr während dem manuellen Initialisieren des Werkzeugs! Die Sicherheitsvorrichtungen sind während dem manuellen Initialisieren nicht aktiv • Fassen Sie während dem manuellen Initialisieren nicht in den Gefahrenbereich • Benutzen Sie zum Initialisieren die "automatische Initialisierung" Abb. -
Seite 46: Arbeits- Und Verkehrsbereich
Sicherheit G3-Serie Arbeits- und Verkehrsbereich 3.10 Arbeits- und Verkehrsbereich Warnung! Verletzungsgefahr Dritter durch falsches Verhalten oder Unachtsamkeit. Fordern Sie Dritte zur Wahrung eines Sicherheitsabstands ausserhalb des bezeichneten Arbeits- und Verkehrsbereichs auf. Abb. 3-4 Arbeitsbereich am Cutter A Arbeitsfläche - Wirkbereich des Werkzeugs B Arbeits- und Verkehrsbereich des Bedienpersonals C minimaler Sicherheitsabstand für Drittpersonal Sicherheitsabstand für Drittpersonal... -
Seite 47: Sicherheitsschilder
G3-Serie Sicherheit Sicherheitsschilder 3.11 Sicherheitsschilder 3.11.1 Verantwortung des Betreibers Warnung! Verletzungsgefahr aufgrund fehlender Sicherheitsschilder Risiken und Gefahrenquellen können aufgrund fehlender Sicherheitsschilder nicht lokalisiert werden. • Ersetzen Sie fehlende oder nicht lesbare Sicherheitsschilder gemäss Abb. 3-1 Der Betreiber ist verantwortlich für das Ersetzen fehlender bzw. nicht lesbarer Sicherheitsschilder an der Maschine. - Seite 48 Sicherheit G3-Serie Sicherheitsschilder Warnung! Sicherheitsrisiken aufgrund fehlender oder nicht lesbarer Sicherheitsschilder Kontrollieren Sie alle Sicherheitsschilder laufend auf ihre Lesbarkeit und Vollständigkeit. Ersetzen Sie fehlende oder unleserliche Sicherheitsschilder umgehend durch neue Originalschilder. Bedeutung der Sicherheitsschilder Die Symbole auf den Sicherheitsschildern – haben eine bestimmte Bedeutung –...
- Seite 49 G3-Serie Sicherheit Sicherheitsschilder Warnzeichen – sind dreieckig und haben eine gelbe Signalfarbe – sollen Aufmerksamkeit auf Gegenstände und Sachverhalte lenken, um vor möglichen Gefahren vor Leib und Leben zu warnen Warnung vor Handverletzungen (Quetschen) Warnung vor Handverletzungen (Abschneiden) Warnung vor elektrischer Gefährdung Warnung vor Laserstrahl 3-13 000011,08,11-2009, jmu...
-
Seite 50: Sicherheits- Und Überwachungseinrichtungen
Sicherheit G3-Serie Sicherheits- und Überwachungseinrichtungen 3.12 Sicherheits- und Überwachungseinrichtungen Abb. 3-6 Sicherheits- und Überwachungseinrichtungen 1 Notaus Schalter 3 Bedienteil 2 Schutzsystem 3-14 000011,08,11-2009, jmu... -
Seite 51: Schutzsystem
G3-Serie Sicherheit Sicherheits- und Überwachungseinrichtungen 3.12.1 Schutzsystem Vorsicht! Der Balken kann bei einem Zusammenstoss schwere Verletzungen verursachen. Die hohe kinetische Energie des Antriebs bewirkt nicht zu vernachlässigende Bremswege. Lichtschranken und Sicherheitsabschaltung sind keine Garantie gegen Verletzungen! Das Schutzsystem besteht aus Schutzbügeln und Lichtschranken an den Balkenenden. -
Seite 52: Notaus Schalter
Sicherheit G3-Serie Sicherheits- und Überwachungseinrichtungen 3.12.3 Notaus Schalter – Notaus Schalter sind Bestandteile einer Sicherheitsschaltung – Sie ermöglichen in einer Gefahrensituation ein schnelles Abschalten des Geräts Das Gerät ist mit vier Notaus Schaltern an den Flanken des Geräts ausgerüstet. Sobald der Notaus Schalter gedrückt wird, wird die Netzversorgung des gesamten Geräts abgeschaltet. -
Seite 53: Persönliche Schutzausrüstung, Bekleidung
G3-Serie Sicherheit Persönliche Schutzausrüstung, Bekleidung 3.13 Persönliche Schutzausrüstung, Bekleidung Die benötigte Schutzausrüstung für den Betrieb des Geräts ist von folgenden Faktoren abhängig: – vom Modul- und Werkzeugsystem – vom Bearbeitungsmaterial Tragen Sie zum Bedienen, Warten oder Instandsetzen des Geräts nur eng anliegende Kleidung, sowie an die jeweilige Tätigkeit angepasste persönliche Schutzausrüstung. -
Seite 54: Mechanische Gefährdung
Sicherheit G3-Serie Mechanische Gefährdung 3.14 Mechanische Gefährdung 3.14.1 Erfassen, Einziehen Gefahren durch Erfassen und Einziehen durch den Balken, Module oder das Werkzeugsystem mögliche Folgen • Prellungen, Quetschungen, Schnittverletzungen an Fingern und Händen • Prellungen an Kopf und Armen • Ausreissen von Haaren •... -
Seite 55: Schnitt- Und Stichverletzungen
G3-Serie Sicherheit Verbrennungsgefahr 3.14.3 Schnitt- und Stichverletzungen Messer, Fräser und Puncheinsätze besitzen sehr scharfe Schneiden, die zum Teil durch bewegliche Vorrichtungen (Federgleitschuh) verdeckt sind. mögliche Folgen • Schnitt- und Stichverletzungen an den Händen und Armen Vorsichtsmassnahmen während dem Messerwechsel, dem Initialisieren und dem Betrieb im Betriebszustand ONLINE des Geräts: •... -
Seite 56: Elektrische Gefährdung
Sicherheit G3-Serie Elektrische Gefährdung 3.16 Elektrische Gefährdung Warnung! Tod oder Verletzungen durch elektrischen Schlag. Das Gerät wird über eine Netzspannung von 380 V, Netzfrequenz 50/60 Hz betrieben. Sicherheitshinweise • Nur ausgebildetes Servicepersonal darf Schalt- und Elektronikboxen öffnen. • Stellen Sie sicher, dass Netzzuleitungen vor mechanischer Beanspruchung geschützt und spannungsfrei verlegt sind. -
Seite 57: Gefährdung Durch Emission Von Giftigem Staub
G3-Serie Sicherheit Gefährdung durch Emission von giftigem Staub 3.17 Gefährdung durch Emission von giftigem Staub Warnung! Vergiftungsgefahr durch die Emission von giftigem Staub Bei der Verarbeitung verschiedenster Materialien entsteht giftiger, gesundheitsschädlicher Staub. • Erkundigen Sie sich beim Hersteller des zu bearbeitenden Materials nach des- sen Giftigkeit. -
Seite 58: Umweltgefährdung
Sicherheit G3-Serie Umweltgefährdung 3.19 Umweltgefährdung Warnung! Bearbeitungsreste, Betriebsmittel u.ä. schädigen und verschmutzen die Umwelt, wenn Sie in das Erdreich, in Gewässer oder die Kanalisation gelangen. Erklärung der Gefahrenkennzeichnung Gefahrenkennzeichnung für umweltschädliche Stoffe Sicherheitsvorschriften und Schutzmassnahmen • Beachten Sie die gültigen nationalen Umweltschutzvorschriften beim Entsorgen von Abfallmaterialien. -
Seite 59: Handhabung Und Lagerung Von Chemikalien
G3-Serie Sicherheit Handhabung und Lagerung von Chemikalien 3.20 Handhabung und Lagerung von Chemikalien Warnung! Reinigungsmittel und Betriebsmittel können die Ursache für Reizungen sein und sind somit bei sorglosem Umgang gesundheitsschädlich. Tragen Sie beim Umgang mit Chemikalien immer ihre persönliche Schutzausrüstung. Erklärung der Gefahrenkennzeichnung Gefahrenkennzeichnung für giftige Stoffe Gefahrenkennzeichnung für gesundheitsschädliche Stoffe... -
Seite 60: Brand- Und Explosionsgefahr
Sicherheit G3-Serie Brand- und Explosionsgefahr 3.21 Brand- und Explosionsgefahr Warnung! Brandgefahr beim Fräsen und Schneiden entzündlicher Materialien Beenden Sie das Fräsen/Schneiden und lassen sie das Werkzeug abkühlen bei • Rauchentwicklung • Verfärbungen am Fräser/Messer, die auf eine erhöhte Hitzeentwicklung deuten Warnung! Gefahr von Staubexplosionen Durch Funkenflug oder elektrostatische Aufladungen besteht die Gefahr von... -
Seite 61: Gefahr Durch Laserstrahl (Laserpointer)
G3-Serie Sicherheit Gefahr durch Laserstrahl (Laserpointer) Verhalten im Brandfall • Stellen Sie das Gerät ab (Notaus Schalter) • Beurteilen Sie die Situation: Verlassen Sie in einer Gefahrensituation sofort den Raum und rufen Sie die Feu- erwehr. Beginnen Sie mit der Brandbekämpfung nur, wenn die persönliche Si- cherheit nicht gefährdet ist. -
Seite 62: Sicherheitshinweise Für Das Servicepersonal
Sicherheit G3-Serie Sicherheitshinweise für das Servicepersonal 3.24 Sicherheitshinweise für das Servicepersonal Von Ihrer gewissenhaften Arbeit hängt die Betriebssicherheit, Bereitschaft und Lebensdauer des Geräts wesentlich ab. Hinweis! Zum Durchführen von Service- und Wartungsarbeiten am Gerät sind spezielle Fachkenntnisse Voraussetzung. Der Hersteller vermittelt diese Kenntnisse in Schulungen, die speziell für Servicepersonal zugeschnitten sind. -
Seite 63: Bedienelemente, Bedienung
G3-Serie Bedienelemente, Bedienung Allgemein Bedienelemente, Bedienung Allgemein Dieses Kapitel macht Sie mit den Bedienelementen vertraut, führt Sie durch den Arbeitsablauf und beschreibt folgende Bedienungsschritte: – tägliche Inbetriebnahme – Bedienung der Hauptkomponenten – detaillierte Informationen zur Bedienung des Geräts – sicheres Abschalten des Geräts Sicheres Arbeiten Gefahr! Bedienungsfehler oder fahrlässige Bedienung können Menschenleben gefährden... -
Seite 64: Bedienelemente
Bedienelemente, Bedienung G3-Serie Bedienelemente Bedienelemente 4.3.1 Bedienpult Abb. 4-1 Bedienpult 1 Schaltereinheit 3 Bedienteil 2 Notaus Schalter 000010,10,09-2010, jmu... - Seite 65 G3-Serie Bedienelemente, Bedienung Bedienelemente 4.3.1.1 Bedienteil Abb. 4-2 Bedienteil STOP 1 Display Taste ONLINE 2 Softkeys Taste SHIFT 3 Navigationstasten Taste 4 Nummernblock 10 Fahrtasten Werkzeug auf/ab Taste (Vakuum) Taste 6 Koordinatensystem (Achsen) 12 Funktionstasten 000010,10,09-2010, jmu...
-
Seite 66: Navigationstasten
Bedienelemente, Bedienung G3-Serie Bedienelemente 4.3.1.2 Navigationstasten Abb. 4-3 Navigationstasten Taste Funktion im Cutter Menü mit diesen Tasten durch das Menü navigieren • sind Untermenüs enthalten, mit dieser Taste in die nächste Menüebene wech- seln • Einstellung/Funktion auswählen aus einem Untermenü oder einer Einstellung in die vorherige Menüebene wechseln Taste Funktion im Editor... - Seite 67 G3-Serie Bedienelemente, Bedienung Bedienelemente 4.3.1.5 Fahrtasten Abb. 4-6 Fahrtasten, Shift Taste 1 Modul vorwärts bewegen 4 Modul nach rechts bewegen 2 Modul nach links bewegen 5 SHIFT Taste 3 Modul rückwärts bewegen In den Betriebszuständen STOPPED und OFFLINE wird die Moduleinheit mit diesen Tasten bewegt.
- Seite 68 Bedienelemente, Bedienung G3-Serie Bedienelemente 4.3.1.7 Spezialtasten, Shortcuts Wichtige Funktionen sind mit separaten Tasten auf dem Bedienteil definiert: Funktion aktueller Betriebszustand mit SHIFT Taste ohne SHIFT Taste STOPPED Gerät ausschalten in OFFLINE wechseln ONLINE Gerät ausschalten in STOPPED wechseln OFFLINE Gerät ausschalten Funktion aktueller Betriebszustand...
-
Seite 69: Notaus Schalter
G3-Serie Bedienelemente, Bedienung Bedienelemente 4.3.2 Notaus Schalter Vorsicht! Beschädigungsgefahr des Geräts! Notaus Schalter nur zur Notabschaltung des Geräts verwenden und nicht zum standardmässigen Abschalten! • Notaus Schalter sind Bestandteil einer Sicherheitsschaltung • In einer Gefahrensituation ermöglichen sie ein schnelles Abschalten des Geräts Abb. -
Seite 70: Problembeseitigung
Bedienelemente, Bedienung G3-Serie Bedienelemente Hinweis! Ein betätigter Notaus Schalter bleibt in der Aus-Position verriegelt. Entriegeln Sie den gedrückten Notaus Schalter nach dem Wiederherstellen der Betriebssicherheit durch Drehen gegen den Uhrzeigersinn. Vorgehen ⇨ beim Eintreten einer Gefahr oder einer möglicherweise gefährlichen Situation ohne zu zögern einen Notaus Schalter betätigen ✓... -
Seite 71: Wartungseinheit
G3-Serie Bedienelemente, Bedienung Bedienelemente 4.3.3 Wartungseinheit Die Wartungseinheit passt den Luftdruck zum Schalten der Vakuumelemente bzw. diverser Module und Optionen an. Abb. 4-9 Wartungseinheit 1 Absperrhahn 4 Luftdruckeinstellung für Conveyor Klemmelemente und Vorschubelemente 2 Wasserabscheider (P3) 3 Luftdruckeinstellung für diverse 5 Befestigungswinkel für eine zusätzliche, Module, Vakuumelemente (P2) optionale Wartungseinheit für diverse... -
Seite 72: Schnittstellen
Bedienelemente, Bedienung G3-Serie Bedienelemente 4.3.4 Schnittstellen Das Gerät besitzt Schnittstellen zum Datenaustausch. Diese sind an der Elektronikbox angebracht. Abb. 4-10 Schnittstellen 1 LAN 4 Status- und Fehleranzeige 2 nicht verwendet 5 COM 1 3 USB (Host) 6 COM 2 4-10 000010,10,09-2010, jmu... -
Seite 73: Menüführung
G3-Serie Bedienelemente, Bedienung Menüführung Menüführung 4.4.1 Menüs und Funktionen Navigation Der Cutter verfügt über zahlreiche Funktionen. Die aktuelle Menünummer und das aktuelle Menü werden in der Kopfzeile angezeigt. Abb. 4-11 aktuelle Menünummer, Menü Grafische Gestaltung Symbol Beschreibung Menü gesperrtes Menü (Benutzerebene) Wert/Eingabe/Befehl Anzeige eines Werts Navigation im Menü... - Seite 74 Bedienelemente, Bedienung G3-Serie Menüführung Wert/Eingabe ⇨ erscheint am Display ein blinkender Cursor unter einer Zahl, so ist eine Zahleneingabe erforderlich ⇨ den gewünschten Wert am Nummernblock eingeben ⇨ den Wert überprüfen und mit OK bestätigen oder die Eingabe mit ESC abbrechen Auswahl ⇨...
-
Seite 75: Hilfe
G3-Serie Bedienelemente, Bedienung Menüführung 4.4.2 Hilfe Für wichtige Menüeinträge sind Hilfstexte verfügbar. Um einen Hilfstext anzuzeigen, das gewünschte Menü markieren und die Taste drücken. 4.4.3 Info Menü Innerhalb des Menüs kann mit der Taste das Info Menü aktiviert werden. Mit den Tasten zwischen den Registerkarten wechseln. -
Seite 76: Benutzerebene
Bedienelemente, Bedienung G3-Serie Menüführung 4.4.5 Benutzerebene Je nach Benutzerebene ist der Zugang zu Menüs und Funktionen gesperrt. Die Benutzerebenen sind hierarchisch aufgebaut. Das bedeutet, dass der nächsthöhere Benutzer auch die Zugriffsrechte auf die Menüfunktionen der untergeordneten Benutzer besitzt. Benutzerebene Beschreibung Benutzer 1 - 3 alle Menüs und Funktionen, die zum Betrieb des Geräts nötig sind, sind zugänglich... -
Seite 77: Funktionstasten
G3-Serie Bedienelemente, Bedienung Menüführung 4.4.6 Funktionstasten Der Cutter besitzt Funktionstasten (F1 - F8) mit frei belegbaren Menüfunktionen. Diese Tasten können über das Menü oder direkt ausgewählt werden. Funktionstaste direkt belegen ⇨ gleichzeitig die SHIFT Taste und die Funktionstaste (F1 - F8), deren Funktion geändert werden soll, drücken ⇨... -
Seite 78: Funktionen
Bedienelemente, Bedienung G3-Serie Funktionen Funktionen 4.5.1 Sprache einstellen Die Display Sprache des Cutters ist auswählbar. Sprache ⇨ die Funktion aus dem Menü auswählen ⇨ die gewünschte Sprache aus der Liste auswählen und bestätigen 4.5.2 Display einstellen Kontrast einstellen Taste Beschreibung Shift + Kontrast erhöhen Shift +... -
Seite 79: Bedienung
G3-Serie Bedienelemente, Bedienung Bedienung Bedienung 4.6.1 Kontrollen vor der täglichen Inbetriebnahme Vorsicht! Verletzungsgefahr durch schadhaftes Gerät! Mängel am Gerät können die Ursache für Defekte und Unfälle sein - nehmen Sie niemals ein schadhaftes Gerät in Betrieb. • Melden Sie alle Mängel und Fehler Ihrem zuständigen Vorgesetzten und lassen Sie diese umgehend und fachgerecht beheben! Inspektion Stellen Sie sicher, dass alle Wartungs- und Servicetätigkeiten laut Wartungsliste... -
Seite 80: Inbetriebnahme
Bedienelemente, Bedienung G3-Serie Bedienung 4.6.2 Inbetriebnahme Gerät einschalten Abb. 4-12 Gerät einschalten ⇨ den Hauptschalter in Position EIN (1) schalten ✓ der Cutter schaltet ein. Die Startseite erscheint am Display 4-18 000010,10,09-2010, jmu... - Seite 81 G3-Serie Bedienelemente, Bedienung Bedienung Gerät initialisieren Vorsicht! ⇨ Verletzungsgefahr durch automatisches Anfahren des Geräts ⇨ Nach dem Initialisieren ist der Betriebszustand OFFLINE aktiv. Der Cutter kann Kommandos von der Bedienungssoftware erhalten, die den Betriebszustand ONLINE aktivieren. ⇨ Die Bedienungssoftware erst nach dem Initialisieren des Geräts einschalten. ⇨...
-
Seite 82: Betriebszustand
Bedienelemente, Bedienung G3-Serie Bedienung 4.6.3 Betriebszustand Der Cutter ist je nach Zweck in drei Betriebszustände schaltbar: – OFFLINE – ONLINE – STOPPED Von jedem Betriebszustand kann mittels Tastenkombination wahlweise in einen der beiden anderen Betriebszustände geschaltet werden. Der aktuelle Betriebszustand wird in der Kopfzeile des Hauptmenüs und mit der LED der ONLINE Taste angezeigt. - Seite 83 G3-Serie Bedienelemente, Bedienung Bedienung 4.6.3.1 OFFLINE Vorsicht! Verletzungsgefahr durch automatisches Anfahren des Geräts Im Betriebszustand OFFLINE empfängt der Cutter Kommandos von der Bedienungssoftware. Über diese Kommandos kann in den Betriebszustand ONLINE geschalten werden. • Bei Arbeitspausen den Betriebszustand STOPPED aktivieren. •...
- Seite 84 Bedienelemente, Bedienung G3-Serie Bedienung 4.6.3.3 ONLINE Eine grün leuchtende LED auf der Taste ONLINE zeigt an, dass der Betriebszustand ONLINE aktiv ist. In diesem Betriebszustand werden Kommandos empfangen und verarbeitet. ⇨ drücken, um den Betriebszustand ONLINE zu aktivieren. Am Display erscheint folgende Meldung: ⇨...
-
Seite 85: Balken/Modul Manuell Bewegen
G3-Serie Bedienelemente, Bedienung Bedienung 4.6.4 Balken/Modul manuell bewegen Abb. 4-14 Balken/Modul bewegen Im Betriebszustand OFFLINE kann der Modulträger mit den Fahrtasten bewegt werden. Die Anordnung der Tasten entspricht der Fahrrichtung. Durch gleichzeitiges Drücken der SHIFT Taste bewegt sich der Modulträger mit erhöhter Geschwindigkeit. - Seite 86 Bedienelemente, Bedienung G3-Serie Modul-/Werkzeughandling Modul-/Werkzeughandling Module werden von der Cuttersteuerung eigenständig erkannt. Werkzeuge hingegen besitzen keine automatische Kennung und müssen manuell einem Modul zugewiesen werden. Werkzeugspezifische Parameter (Initialisieren, Fahrgeschwindigkeiten, Beschleunigung) werden zum jeweiligen Werkzeug gespeichert und können jederzeit wieder aufgerufen werden. Abb.
-
Seite 87: Modul-/Werkzeughandling
G3-Serie Bedienelemente, Bedienung Modul-/Werkzeughandling 4.7.1 Modul/Werkzeug/Werkzeugeinsatz Abb. 4-16 Modulträger/Modul/Werkzeug/Messer, Fräser ... 1 Modul (Bsp.: RM, UM) 2 Werkzeug (Bsp.: 1000 W Motorspindel, oszillierendes Werkzeug) 3 Modulträger (Bsp.: 3-fach) 4 Fräser, Messer ... 4-25 000010,10,09-2010, jmu... -
Seite 88: Modul-/Werkzeugwechselposition Definieren
Bedienelemente, Bedienung G3-Serie Modul-/Werkzeughandling 4.7.2 Modul-/Werkzeugwechselposition definieren (Einstellbar ab Benutzerebene Operator) Abb. 4-17 Bsp. Position des Modulträgers zum Modulwechsel 1 Bsp.: Modulträger Position 1 zum Wechseln von Standardmodulen 2 Bsp.: Modulträger Position 2 zum Wechseln des RM-A Sie können zwei beliebige Positionen definieren, an welchen der Modulwechsel stattfinden kann. -
Seite 89: Modul Einsetzen/Wechseln
G3-Serie Bedienelemente, Bedienung Modul-/Werkzeughandling 4.7.3 Modul einsetzen/wechseln 4.7.3.1 Modulhalterung Abb. 4-18 Modulhalterung 1 Verriegelung 3 Elektrischer Anschluss 2 Absetzleiste 4-27 000010,10,09-2010, jmu... -
Seite 90: Modul/Wkz Wechseln
Bedienelemente, Bedienung G3-Serie Modul-/Werkzeughandling 4.7.3.2 Modul einsetzen/wechseln (Bsp. UM) Abb. 4-19 Modul einsetzen Modul/Wkz wechseln ⇨ 1-5-1 auswählen/. Der Modulträger fährt an die Modulwechselposition. ⇨ Modul wie in Abb. 4-19, Schritt A auf der Absetzleiste absetzen ⇨ Modul nach hinten an den Modulträger kippen ⇨... -
Seite 91: Modul Aktivieren
G3-Serie Bedienelemente, Bedienung Modul-/Werkzeughandling 4.7.4 Modul aktivieren Um Einstellungen zu kontrollieren, ist es oft sinnvoll, ein Modul bzw. Werkzeug zu aktivieren. Diese Funktion kann nur im Hauptmenü durchgeführt werden ⇨ das gewünschte Modul aktivieren Modul Tastenkombination Modul 1 Shift + 1 Modul 2 Shift + 2 Modul 3... -
Seite 92: Werkzeughandling
Bedienelemente, Bedienung G3-Serie Modul-/Werkzeughandling 4.7.5 Werkzeughandling 4.7.5.1 Werkzeuge markieren (Bsp.) Abb. 4-20 Werkzeuge markieren (Bsp.) ⇨ Alle Werkzeuge desselben Typs mit einer fortlaufenden Nummer kennzeichnen. Entsprechende Aufkleber sind im Lieferumfang enthalten. 4.7.5.2 Werkzeugmanager Der Werkzeugmanager ist eine Benutzerführung zum Werkzeughandling in Kombintation mit einem Universal-Modul (UM). -
Seite 93: Werkzeugmanager - Werkzeug Wechseln (Um-Modul)
G3-Serie Bedienelemente, Bedienung Modul-/Werkzeughandling 4.7.5.3 Werkzeugmanager - Werkzeug wechseln (UM-Modul) Modul/Wkz wechseln ⇨ 1-5-1 auswählen. ⇨ Gegebenenfalls die Modul/Werkzeugwechselposition auswählen. ⇨ Das Werkzeug einsetzen und - falls elektrisch oder pneumatisch angetrieben - an die Versorgung anschliessen. ⇨ Mit OK bestätigen. ✓... -
Seite 94: Werkzeug Anlegen/Auswählen
Bedienelemente, Bedienung G3-Serie Modul-/Werkzeughandling 4.7.6 Werkzeug anlegen/auswählen 4.7.6.1 Neues Werkzeug anlegen ⇨ markiertes Werkzeug im Modul einsetzen Wkz.-Typ ⇨ 1-1-1-1 im Menü auswählen ⇨ NEU auswählen Erzeuge neuen Eintrag ⇨ das Popup Menü öffnet Werkzeugtyp ⇨ auswählen Werkzeugtyp ⇨ im Popup Menü werden alle Werkzeugtypen angezeigt, die im aktuellen Modul einsetzbar sind. -
Seite 95: Werkzeug Einsetzen Und Anschliessen (Bsp. Oszillierendes Werkzeug)
G3-Serie Bedienelemente, Bedienung Modul-/Werkzeughandling 4.7.7 Werkzeug einsetzen und anschliessen (Bsp. oszillierendes Werkzeug) Stellen Sie sicher, dass folgende Voraussetzungen erfüllt sind: ❏ das Gerät ist ausgeschaltet oder befindet sich im Betriebszustand STOPPED ❏ das Modul ist montiert und von der Steuerung lokalisiert Abb. - Seite 96 Bedienelemente, Bedienung G3-Serie Modul-/Werkzeughandling 2 Modulfixierung 5 Positionierwinkel 3 Anschlussbuchse Hinweis! Jeweils eine Werkzeughalterung und eine Halterungsaufnahme sind mit einem roten Punkt markiert. Das Werkzeug befindet sich in der korrekten Position, wenn die markierten Stellen übereinander liegen. ⇨ Modul in die rechte untere Ecke fahren ⇨...
-
Seite 97: Angetriebene Werkzeuge Anschliessen - Port Zuweisen
G3-Serie Bedienelemente, Bedienung Modul-/Werkzeughandling 4.7.8 Angetriebene Werkzeuge anschliessen - Port zuweisen Angetriebene Werkzeuge (Bsp. EOT, DRT, POT) benötigen eine Energieversorgung (elektrisch, pneumatisch). Diese Energieversorgung wird von der Cuttersteuerung kontrolliert. Elektrisch betriebene Werkzeuge werden an der Steckerleiste des Laserpointers bzw. ICC-Kamera in den vorgesehenen Anschluss gesteckt. Pneumatisch betriebene Werkzeuge sind bereits intern an die Druckluftversorgung angeschlossen. -
Seite 98: Anschluss - Pneumatische Werkzeuge
Bedienelemente, Bedienung G3-Serie Modul-/Werkzeughandling 4.7.8.2 Anschluss - pneumatische Werkzeuge Pneumatisch betriebene Werkzeuge und Module werden an der Schnittstelleneinheit am Modulträger angeschlossen. Die Einstellung des Drucks erfolgt über eine Wartungseinheit. Die Luftversorgung wird an die Hausinstallation angeschlossen bzw. über einen Kompressor versorgt. Die Anschlussdaten bzw. die Anschlussprozedur finden sie in der Bedienungsanleitung des entsprechenden Werkzeugs/Moduls. -
Seite 99: Werkzeugpositionen
G3-Serie Bedienelemente, Bedienung Modul-/Werkzeughandling 4.7.9 Werkzeugpositionen Bsp.: EOT/POT/Schneidwerkzeug universal Nach dem Initialisieren sind 3 Werkzeugpositionen möglich. Abb. 4-24 Werkzeugpositionen Pos. Position Beschreibung Taste Signal Parkposition die höchste Z-Achsenposition wird angefahren Position oben Nullpunkt + Position oben Position unten Z-Offset Position unten Nullpunkt + 4-37 000010,10,09-2010, jmu... -
Seite 100: Materialfixierung
Bedienelemente, Bedienung G3-Serie Materialfixierung Materialfixierung Die Materialfixierung erfolgt über ein Vakuum. Dazu ist die Tischplatte des Geräts in 0 - X Vakuumzonen unterteilt. Die Anzahl der Zonen ist abhängig von der Grösse des Cutters. Die Breite der immer aktiven Vakuumzone 0 beträgt 470 mm, die Breite jeder weiteren, zuschaltbaren Vakuumzone, ca. -
Seite 101: Vorbereitung
G3-Serie Bedienelemente, Bedienung Materialfixierung 4.8.1 Vorbereitung Um eine optimale Materialfixierung während des Bearbeitungsvorgangs zu gewährleisten, die überschüssige Vakuumfläche abdecken. Abb. 4-26 Vakuumbereich definieren 1 Bearbeitungsmaterial 2 Abdecken der überschüssigen Vakuumfläche ⇨ Bearbeitungsmaterial möglichst am Nullpunkt der Arbeitsfläche positionieren ⇨ mit einer Plane bzw. einem luftundurchlässigen Material die überschüssige Vakuumfläche abdecken 4-39 000010,10,09-2010, jmu... -
Seite 102: Vakuumbereich Definieren/Kontrollieren
Bedienelemente, Bedienung G3-Serie Materialfixierung 4.8.2 Vakuumbereich definieren/kontrollieren Abb. 4-27 Vakuumbereich definieren Vakuumbereich definieren Fixierung ⇨ mit der Taste in das Menü wechseln ⇨ die Funktion Vakuumbereich 3-1-1-7 auswählen ⇨ mit den Fahrtasten den linken Rand des Bearbeitungsmaterials anfahren ⇨ mit OK bestätigen ✓... -
Seite 103: Stärke Einstellen
G3-Serie Bedienelemente, Bedienung Materialfixierung Bereich kontrollieren Fixierung ⇨ mit der Taste in das Menü wechseln Vakuumbereich ⇨ in das Untermenü 3-1-1-7 wechseln Vakuum anfahren ⇨ die Funktion 3-1-1-7-4 auswählen ⇨ mit OK bestätigen ✓ Das aktive Modul fährt an die definierte Vakuumbreite 4.8.3 Stärke einstellen Fixierung... -
Seite 104: Vorschub
Bedienelemente, Bedienung G3-Serie Vorschub* Vorschub* Das Zünd Vorschubsystem erlaubt nach einem abgeschlossenen Arbeitsschritt das Bearbeitungsmaterial mit einem Förderband (Conveyor) weiterzutransportieren. Das Conveyorband wird mit zwei Klemmelementen gefasst und vorgeschoben, während das Bearbeitungsmaterial mit Vorschubelementen bzw. einer Vorschubleiste fixiert wird. Anordnung und Aktivierung der Vorschubelemente richtet sich nach dem Bearbeitungsmaterial. -
Seite 105: Vorschubelemente
G3-Serie Bedienelemente, Bedienung Vorschub* 4.9.1 Vorschubelemente Abb. 4-29 Vorschubelement 1 Vorschubelement 2 Druckluft ein/aus 3 Fixierung der Vorschubelemente Vorschubelemente einstellen ⇨ die Schraube zur Fixierung des Vorschubelements lösen ⇨ das Vorschubelement positionieren (Schlauchlänge beachten) ⇨ die Schraube zur Fixierung des Vorschubelements festziehen Vorschubelemente aktivieren/deaktivieren ⇨... -
Seite 106: Vorschubleiste
Bedienelemente, Bedienung G3-Serie Vorschub* 4.9.2 Vorschubleiste Abb. 4-30 Vorschubleiste 1 Fixierung des Vorschubelements 2 Vorschubleiste 3 Befestigungsschraube, selbstsichernd Vorschubleiste montieren ⇨ mit SHIFT- den Cutter ausschalten ⇨ die Fixierung der Vorschubelemente lösen ⇨ die Vorschubelement positionieren ⇨ die Vorschubleiste mit den mitgelieferten, selbstsichernden Befestigungsschrauben lose an alle Vorschubelemente anschrauben ⇨... -
Seite 107: Vorschub
G3-Serie Bedienelemente, Bedienung Vorschub* 4.9.3 Vorschub Der Vorschub wird über die Kommunikationssoftware gesteuert. Folgende Faktoren sind über die Cuttersteuerung voreinstellbar (siehe Kapitel "Menübeschreibung") und müssen materialspezifisch eingestellt werden: – Geschwindigkeit – Beschleunigung – Vorschubmodus (Vakuumeinstellungen) – Funktion der Vorschubelemente – Vorschubrichtung 4.9.3.1 Automatischer Vorschub Beim automatischen Vorschub wird eine Vorschublänge definiert. -
Seite 108: Automatische Werkzeuginitialisierung (Aki)
Bedienelemente, Bedienung G3-Serie Automatische Werkzeuginitialisierung (AKI) 4.10 Automatische Werkzeuginitialisierung (AKI) Hinweis! Das manuelle Initialisieren ist in der Bedienungsanleitung des jeweiligen Werkzeugs beschrieben. Siehe Kapitel "Werkzeuge". 4.10.1 Beschreibung Folgende Werkzeuge können mit der automatischen Werkzeuginitialisierung initialisiert werden: – Schneidwerkzeug Kisscut (ohne Gleiter) (KCT) –... - Seite 109 G3-Serie Bedienelemente, Bedienung Automatische Werkzeuginitialisierung (AKI) 1 Aufnahme 3 automatische Werkzeuginitialisierung 2 Ablage 4-47 000010,10,09-2010, jmu...
-
Seite 110: Höhe Einstellen
Bedienelemente, Bedienung G3-Serie Automatische Werkzeuginitialisierung (AKI) 4.10.2 Höhe einstellen Hinweis! Stellen Sie sicher, dass die automatische Werkzeuginitialisierung plan auf der Schneidunterlage (Conveyorband) aufliegt. Gegebenenfalls die Höhe justieren! Abb. 4-32 Höhe einstellen 1 Automatische Werkzeuginitialisierung 3 Tischplatte 2 Schneidunterlage 4 Einstellschraube ⇨... -
Seite 111: Initialisieren
G3-Serie Bedienelemente, Bedienung Automatische Werkzeuginitialisierung (AKI) 4.10.3 Initialisieren Bsp.: Modul 2; elektrisches, oszillierendes Werkzeug Abb. 4-33 Initialisieren ⇨ mit den Fahrtasten das Modul in die Mitte des Cutters fahren ⇨ die automatische Werkzeuginitialisierung aus der Aufnahme nehmen und in die Führung am Tisch positionieren. -
Seite 112: Laserpointer, Referenzpunkt
Bedienelemente, Bedienung G3-Serie Laserpointer, Referenzpunkt 4.11 Laserpointer, Referenzpunkt Vorsicht! Laserklasse 2! Augenschäden durch direkten Blick in den Laserstrahl. Vermeiden Sie den direkten Blick in den Laserstrahl. Der Laserpointer ist ein optisches Zeigemittel zur visuellen Bestimmung des Referenzpunkts. Er ist am Modul angebracht. 4.11.1 Laserpointer Abb. -
Seite 113: Referenzpunkt
G3-Serie Bedienelemente, Bedienung Laserpointer, Referenzpunkt 4.11.2 Referenzpunkt Auf der Bearbeitungsfläche des Cutters kann ein Referenzpunkt definiert werden. Dieser Referenzpunkt ist der Startpunkt für den Bearbeitungsvorgang und entspricht dem Nullpunkt der Bearbeitungsdatei. Abb. 4-35 Referenzpunkt 1 Nullpunkt Bearbeitungsfläche 3 Nullpunkt Bearbeitungsdatei 2 Referenzpunkt 4 Bearbeitungsmuster 4-51... -
Seite 114: Laserpointer Als Zeiger Auswählen
Bedienelemente, Bedienung G3-Serie Laserpointer, Referenzpunkt 4.11.3 Laserpointer als Zeiger auswählen Sowohl das aktuelle Werkzeug, als auch der Laserpointer können wahlweise als Zeiger zum Definieren des Referenzpunkts gesetzt werden. Zeiger Art ⇨ die Funktion 1-5-2-1-1 auswählen ⇨ den Laserpointer auswählen ✓ der Laserpointer ist als Zeiger ausgewählt und gespeichert 4.11.4 Referenzpunkt definieren Werkzeug... -
Seite 115: Materialanschlag
G3-Serie Bedienelemente, Bedienung Materialanschlag 4.12 Materialanschlag Vorsicht! Beschädigung von Werkzeugeinsätzen, Werkzeugen und Modulen. • Entfernen Sie den Materialanschlag nach dem Positionieren des Bearbeitungs- materials. Der Materialanschlag dient als Hilfmittel, um Bearbeitungmaterialien am Nullpunkt zu platzieren. Abb. 4-37 Materialanschlag 4-53 000010,10,09-2010, jmu... -
Seite 116: Signalleuchte
Bedienelemente, Bedienung G3-Serie Signalleuchte 4.13 Signalleuchte Die Signalleuchte dient als optisches Hilfsmittel, um Betriebszustände, Fehler und Warnungen des Cutters anzuzeigen. Signalfarbe Betriebszustand/Bedeutung/Auswirkung STOPPED Cutter stoppt Fehler OFFLINE Cutter stoppt Bearbeitung wird fortgesetzt, Gelb Warnung eine Warnung erscheint am Bedienteil Grün ONLINE •... -
Seite 117: Modulträger Steckplatzschutzblech
G3-Serie Bedienelemente, Bedienung Modulträger Steckplatzschutzblech 4.14 Modulträger Steckplatzschutzblech Vorsicht! Quetschgefahr Der Bereich des Modulträgers wird nicht über Sicherheitsvorrichtungen überwacht.. • Fassen Sie während dem Betrieb nicht in den Wirkbereich des Cutters • Schützen Sie nicht besetzte Steckplätze mit Steckplatzschutzblechen Das Steckplatzschutzblech dient zum einen als Sicherheitsvorrichtung, zum anderen als Schutz, um einen freien Modulsteckplatz vor Verschmutzung zu schützen. -
Seite 118: Modul- Und Werkzeugablage
Bedienelemente, Bedienung G3-Serie Modul- und Werkzeugablage* 4.15 Modul- und Werkzeugablage* Vorsicht! Nicht verwendete Werkzeuge und Module immer ordnungsgemäss ablegen, um Beschädigungen zu vermeiden. Nicht verwendete Module und Werkzeuge in der Modul- und Werkzeugablage ablegen. Die Modul- und Werkzeugablage bietet Platz für jeweils zwei Werkzeuge und Module. -
Seite 119: Gerät Ausschalten
G3-Serie Bedienelemente, Bedienung Gerät ausschalten 4.16 Gerät ausschalten Gehen Sie zum Ausschalten des Geräts wie folgt vor: ⇨ schalten Sie den Cutter in den Betriebszustand OFFLINE Cutter ausschalten ⇨ die Funktion aus dem Menü auswählen oder die Tastenkombination SHIFT + drücken ⇨... - Seite 120 Bedienelemente, Bedienung G3-Serie Gerät ausschalten 4-58 000010,10,09-2010, jmu...
-
Seite 121: Menübeschreibung
G3-Serie Menübeschreibung Allgemein Menübeschreibung gültig ab Firmware 1.47 Allgemein In der Menübeschreibung sind alle Menüeinträge und Befehle enthalten. Einträge, die sich periodisch wiederholen (Modul 1 - Modul 4) sind jedoch nur einmal aufgeführt. Erklärungen zu modul- bzw. werkzeugspezifischen Menüeinträgen finden Sie in der Bedienungsanleitung des jeweiligen Moduls/Werkzeugeinsatzes. - Seite 122 Menübeschreibung G3-Serie Menübeschreibung Menübeschreibung 1160 Hauptmenü Oberste Ebene der Menüstruktur Oberste Ebene der Menüstruktur Cuttereinstellungen Hauptmenü für die Konfiguration des Cutters In diesem Menü werden folgende Einstellungen zur Konfiguration des Cutters vorgenommen: • Werkzeugeinstellungen – manuelle, automatisches Initialisieren – Fahrgeschwindigkeiten –...
- Seite 123 G3-Serie Menübeschreibung Menübeschreibung 1-1-1 Werkzeug 1 1 Für dieses Menü ist kein Hilfetext vorhanden. Abb. 5-2 Steckplatz, Werkzeugzuweisung Bsp. Modul 2, Werkzeug 1 1 Modul 2 (UM) = Steckplatz 2 = Werkzeug 2 1 2 oszillierendes Werkzeug = Werkzeug 1 Jedes Modul besteht aus bis zu vier Werkzeugen (Bsp.
-
Seite 124: Funktion Auswählen
Menübeschreibung G3-Serie Menübeschreibung Wert zur Einstellung der Werkzeugposition bei angehobenem Werkzeug (Verfahren). Um die Effizienz des Cutters zu erhöhen diese Position nur so hoch wie nötig einstellen. 3083 1-1-1-2-4 Testschnitt Schneidet ein Viereck 20mm x 20mm. Durchführen eines quadratischen Testschnitts (20 mm x 20 mm). Der Nullpunkt des Quadrats ist die rechte, untere Ecke. - Seite 125 G3-Serie Menübeschreibung Menübeschreibung Werkzeugspezifische Einstellungen. Diese Einstellungen werden für das zugewiesene Werkzeug gespeichert. 3059 1-1-1-3-1 Einstellungen Für dieses Menü ist kein Hilfetext vorhanden. Werkzeugspezifische Einstellungen 2139 1-1-1-3-1-1 Port Bestimmen des Anschlusses für ein Werkzeug. Kein Stecker Anschluss 1 Anschluss 2 Anschluss 3 Anschluss 4 Anschluss 5...
- Seite 126 Menübeschreibung G3-Serie Menübeschreibung Nach einer eingestellten Zeitdauer ohne Datenempfang schaltet das Werkzeug aus 2193 1-1-1-3-1-3 Drehzahl Einstellung der Drehzahl der Motorspindel. Die einstellbare Drehzahl ist abhängig vom Spindeltyp. schnell langsam Einstellung der Drehzahl der Motorspindel. Die einstellbare Drehzahl ist abhängig vom Spindeltyp.
- Seite 127 G3-Serie Menübeschreibung Menübeschreibung Abb. 5-4 Stoppwinkel A Bearbeitungsrichtung Stoppwinkel ß Richtungsänderung (Winkel) 3766 1-1-1-3-1-9 Qualität Für diesen Parameter ist kein Hilfetext vorhanden. hoch normal tief Stufe 4 Stufe 5 Stufe 6 Stufe 7 Stufe 8 Stufe 9 Einstellung der Bearbeitungsqualität. Hinweis! •...
- Seite 128 Menübeschreibung G3-Serie Menübeschreibung Auswahl Beschreibung Ext. Materialh. 2 ohne Funktion Ext. Sync EH 1 Der unter 1-11-7-1 (Benutzerebene Service) ausgewählte Ausgang wird verwendet Ext. Sync EH 2 Der unter 1-11-8-1 (Benutzerebene Service) ausgewählte Ausgang wird verwendet 1-1-1-3-2 Geschwindigkeit Einstellung der Fahrgeschwindigkeiten für das eingesetzte Werkzeug. Einstellung der Fahrgeschwindigkeiten für das eingesetzte Werkzeug.
- Seite 129 G3-Serie Menübeschreibung Menübeschreibung Beschleunigung der Z-Achse beim Anheben des Werkzeugs. Die Einstellung erfolgt in mm/s 1974 1-1-1-3-3-4 Z senken Dies ist die Geschwindigkeit für die Z-Achse, wenn sie von der Up-Position zur Down-Position fährt. Beschleunigung der Z-Achse beim Absenken des Werkzeugs. Die Einstellung erfolgt in mm/s 1811 1-1-1-3-4...
- Seite 130 Menübeschreibung G3-Serie Menübeschreibung 1-1-1-3-4-8 AKI / Werkzeug Automatische Messerinitialisierung Menü zur Ermittlung des Nullpunkts mit der automatischen Messerinitialisierung. Für weitere Informationen siehe Bedienungsanleitung, Kapitel "Bedienelemente, Bedienung" Abb. 5-5 AKI Einstellungen 1 Nullpunkt (Höhe Lichtschranke) 4 AKI2 2 Messer in Arbeitsposition 5 Schneidunterlage 3 Lichtschranke b AKI korr.
- Seite 131 G3-Serie Menübeschreibung Menübeschreibung Abb. 5-6 Abhebewinkel A Bearbeitungsrichtung W Fahrwinkel λ Abhebewinkel Bsp. Fahrwinkel nach Richtungsänderung 2204 1-1-1-3-5-2 Rotation T-Achse Ein und ausschalten der Tangentialrotation. T-Achse aus T-Achse ein Ein- und Ausschalten der Tangentialrotation. ⇨ Die Funktion Rotation T-Achse ausschalten, wenn die Anwendung dies nicht erfordert (Bsp.
- Seite 132 Menübeschreibung G3-Serie Menübeschreibung Wartezeit vor dem Anheben des Werkzeugs 1863 1-1-1-3-6-5 Nach heben Für diesen Parameter ist kein Hilfetext vorhanden. Wartezeit nach dem Abheben des Werkzeugs 1864 1-1-1-3-6-6 Aktion vor Heben Für diesen Parameter ist kein Hilfetext vorhanden. Wartezeit vor dem Anheben, wenn das Werkzeug eine zusätzliche Aktion ausführt. Bsp.
- Seite 133 G3-Serie Menübeschreibung Menübeschreibung Bsp.: Schnittbild, wenn alle Korrekturwerte Schnittbild nach dem erfolgreichen auf 0 gestellt sind Durchführen des Abgleichs 1 Schnittanfang (Einstechpunkt) 2 Schnittende Vorbereitung ⇨ Papier auf Schneidunterlage legen ⇨ Vakuum einschalten 5-13 000015,051,12-2010, jmu...
-
Seite 134: Die Funktion
Menübeschreibung G3-Serie Menübeschreibung Y-Korrektur Beim Achsenabgleich werden die Schnitte in Richtung Koordinatensystemachsen verschoben, bis die jeweils parallelen Schnittlinien auf einer Achse liegen. Die Distanz a (mm/in) der parallel verlaufenden Schnitte zur X-Achse messen und wie folgt berechnen Testschnitt ⇨ Die Funktion 1-1-1-4-4 starten Möglichkeit 1: Linie 1 muss nach... - Seite 135 G3-Serie Menübeschreibung Menübeschreibung X-Korrektur Beim Zentrumsabgleich werden die Schnitte in Richtung Koordinatensystem- Zentrum verschoben, bis Schnitt und Koordinatensystem deckungsgleich sind. Die Distanz b (mm/in) (Einstechpunkt Linie 1 - Einstechpunkt Linie 2) der parallel verlaufenden Schnitte zur X-Achse messen und wie folgt berechnen Testschnitt ⇨...
- Seite 136 Menübeschreibung G3-Serie Menübeschreibung 4136 1-1-1-6-1 Serienummer Für diesen Parameter ist kein Hilfetext vorhanden. 4134 1-1-1-6-2 Hardware Version Für diesen Parameter ist kein Hilfetext vorhanden. 4135 1-1-1-6-3 Firmware Version Für diesen Parameter ist kein Hilfetext vorhanden. 4137 1-1-1-6-4 Betriebsstunden Für diesen Parameter ist kein Hilfetext vorhanden. 4138 1-1-1-6-5 Laststromzähler...
- Seite 137 G3-Serie Menübeschreibung Menübeschreibung Abb. 5-7 Steckplatz, Werkzeugzuweisung Bsp. Modul 2, Werkzeug 1 1 Modul 2 (UM) = Steckplatz 2 = Werkzeug 2 1 2 oszillierendes Werkzeug = Werkzeug 1 Jedes Modul besteht aus bis zu vier Werkzeugen (Bsp. PUM). Der Menüeintrag gibt als erste Ziffer den Steckplatz des Moduls wieder, als zweite Ziffer die Werkzeugposition.
- Seite 138 Menübeschreibung G3-Serie Menübeschreibung Jedes Modul besteht aus bis zu vier Werkzeugen (Bsp. PUM). Der Menüeintrag gibt als erste Ziffer den Steckplatz des Moduls wieder, als zweite Ziffer die Werkzeugposition. Die Menüeinträge der Werkzeuge 11 - 14; 21 - 24; 31 - 34; (41 - 44)* sind identisch. In den folgenden Untermenüs erfolgen Zuweisungen und Einstellungen der Werkzeuge.
- Seite 139 G3-Serie Menübeschreibung Menübeschreibung Jedes Modul besteht aus bis zu vier Werkzeugen (Bsp. PUM). Der Menüeintrag gibt als erste Ziffer den Steckplatz des Moduls wieder, als zweite Ziffer die Werkzeugposition. Die Menüeinträge der Werkzeuge 11 - 14; 21 - 24; 31 - 34; (41 - 44)* sind identisch. In den folgenden Untermenüs erfolgen Zuweisungen und Einstellungen der Werkzeuge.
- Seite 140 Menübeschreibung G3-Serie Menübeschreibung Abb. 5-12 Steckplatz, Werkzeugzuweisung Bsp. Modul 2, Werkzeug 1 1 Modul 2 (UM) = Steckplatz 2 = Werkzeug 2 1 2 oszillierendes Werkzeug = Werkzeug 1 Jedes Modul besteht aus bis zu vier Werkzeugen (Bsp. PUM). Der Menüeintrag gibt als erste Ziffer den Steckplatz des Moduls wieder, als zweite Ziffer die Werkzeugposition.
- Seite 141 G3-Serie Menübeschreibung Menübeschreibung Koordinatensystem der Auftragsdatei. Siehe Kapitel "Bedienelemente, Bedienung", "Laserpointer, Referenzpunkt" 2357 1-5-2-1-1 Zeiger Art Für diesen Parameter ist kein Hilfetext vorhanden. Werkz Zeiger Sowohl das aktuelle Werkzeug, als auch der Laserpointer (Zeiger) können wahlweise als Zeiger zum Definieren des Referenzpunkts gesetzt werden. ⇨...
-
Seite 142: Modul Wechseln
Menübeschreibung G3-Serie Menübeschreibung Für diesen Parameter ist kein Hilfetext vorhanden. Beschleunigung mit aktivierter SHIFT Taste Einstellung in m/s 2914 1-5-4 Aktives Werkzeug Für dieses Menü ist kein Hilfetext vorhanden. Link zum aktiven Werkzeug. 1-5-7 Modul-/Wkz-wechselpos Für dieses Menü ist kein Hilfetext vorhanden. Einstellen der Position, die für einen Modulwechsel angefahren wird. -
Seite 143: Parkposition
G3-Serie Menübeschreibung Menübeschreibung Tisch Für dieses Menü ist kein Hilfetext vorhanden. Allgemeine Tischeinstellungen 2498 1-6-1 Parken Für dieses Menü ist kein Hilfetext vorhanden. Die Funktion Parken ist im Betriebszustand ONLINE an den HP-GL Befehl "PK" geknüpft. Wird dieser Befehl ausgelöst, fährt der Modulträger in die Parkposition. Die Verlasse Tasten am Bedienteil sind, ausser den Tasten 1 - 3, gesperrt. - Seite 144 Menübeschreibung G3-Serie Menübeschreibung 1-6-1-4 Parkposition X Position nach Cutter start und Warteposition. Definition der X-Koordinaten der Parkposition 2500 1-6-1-5 Parkposition Y Position nach Cutter start und Warteposition. Definition der Y-Koordinaten der Parkposition 2470 1-6-2 Lichtschranken Für dieses Menü ist kein Hilfetext vorhanden. Warnung! Verletzugsgefahr durch nicht aktivierte Sicherheitsvorrichtungen Die Lichtschranken sind Bestandteil der Sicherheitsvorrichtung!
- Seite 145 G3-Serie Menübeschreibung Menübeschreibung Frei der Lichtstrahl ist nicht unterbrochen Unterbrochen der Lichtstrahl ist unterbrochen 3191 1-6-2-5-3 Reflex LS links Für diesen Parameter ist kein Hilfetext vorhanden. frei unterbr fehler deaktiv Testen der Lichtschranke vorne. Fehler Lichtschranke defekt Frei der Lichtstrahl ist nicht unterbrochen Unterbrochen der Lichtstrahl ist unterbrochen 1-6-2-5-4...
- Seite 146 Menübeschreibung G3-Serie Menübeschreibung • Der Balken fährt zum Startpunkt des Voschubs • Die Vakuumelemente werden abgesenkt • Nach dem Bestätigen der Meldung am Bedienteil wird der Materialtransport durchgeführt. Nein Durchführen des Vorschubs ohne Stopp 1-7-1-8 Seite komp. Wert um den Schlupf während dem Seitenvorschub zu kompensieren. Wert zur Kompensation des materialabhängigen Fahrwegs während eines Vorschubzyklus in mm.
- Seite 147 G3-Serie Menübeschreibung Menübeschreibung 1-7-1-10-3-1 Auslöser Für diesen Parameter ist kein Hilfetext vorhanden. Aktionsauslöser einschalten Aktionsauslöser ausschalten 1-7-1-10-3-2 Länge > Für diesen Parameter ist kein Hilfetext vorhanden. Länge in [mm] ab welcher eine Aktion ausgelöst wird. 3656 1-7-1-11 Reserve Für dieses Menü ist kein Hilfetext vorhanden. ohne Funktion 3955 1-7-1-13...
- Seite 148 Menübeschreibung G3-Serie Menübeschreibung 1-7-1-16-2 Abstand Für diesen Parameter ist kein Hilfetext vorhanden. 2860 1-7-2 Manueller Vorschub Für dieses Menü ist kein Hilfetext vorhanden. Einstellungen zum manuellen Vorschub. 2583 1-7-2-1 Transport nach vorne Kein Hilfstext verfügbar Hinweis! Ein Transport nach vorne kann nur durchgeführt werden, wenn das Vorschubsystem entsprechend konfiguriert ist.
- Seite 149 G3-Serie Menübeschreibung Menübeschreibung Für dieses Menü ist kein Hilfetext vorhanden. Einstellung der Aufrolleinheit mit Kernaufnahme 3334 1-7-4-1 Aufrolleinh. Kern Für diesen Parameter ist kein Hilfetext vorhanden. Aufrolleinheit mit Kernaufnahme aktivieren/deaktivieren 3311 1-7-4-2 Aufrolleinheit ein Kein Hilfstext verfügbar Aufrolleinheit einschalten 3310 1-7-4-2 Aufrolleinheit aus Kein Hilfstext verfügbar...
- Seite 150 Menübeschreibung G3-Serie Menübeschreibung 3335 1-7-12-1 Klemmbalken Für diesen Parameter ist kein Hilfetext vorhanden. Beschreibung folgt 3313 1-7-12-2 Klemmbalken fixieren Kein Hilfstext verfügbar Beschreibung folgt 3314 1-7-12-2 Klemmbalken lösen Kein Hilfstext verfügbar Beschreibung folgt 3138 1-7-18 Manueller Zufuhrtisch Für dieses Menü ist kein Hilfetext vorhanden. Funktionen zur Einstellung des Manuellen Zuführtischs.
- Seite 151 G3-Serie Menübeschreibung Menübeschreibung Pos- von der Positionierung gefasst und angehoben. Nach einer definierbaren Zeit ( Schüttel Zeit ) wird die Platte wieder abgesenkt. Erst im Anschluss wird die Platte positioniert. Positionierung einschalten Positionierung ausschalten 1-7-20-4 Pos-Schüttel Zeit Für diesen Parameter ist kein Hilfetext vorhanden. Zeit in [ms], wie lange das Material zum Trennen angehoben wird.
- Seite 152 Menübeschreibung G3-Serie Menübeschreibung Die Verzögerung nachdem die Pumpe eingeschaltet wurde. Damit wird sichergestellt, dass ein Vakuum vorhanden ist, wenn mit der Jobverarbeitung begonnen wird. Bestimmt die Zeitdauer zwischen dem Einschalten des Vakuums und dem Abarbeiten des Jobs in ms. Damit wird sichergestellt, dass ein Vakuum vorhanden ist, wenn mit der Jobverarbeitung begonnen wird.
- Seite 153 G3-Serie Menübeschreibung Menübeschreibung Abb. 5-15 Vakuumzonen (Bsp. L-2500) Statusanzeige, wie viele Vakuumzonen aktuell aktiv sind. 2551 1-8-4 Vakuumventil Für dieses Menü ist kein Hilfetext vorhanden. Einstellungen zur Steuerung des Vakuumventils 2552 1-8-4-1 Vakuumventil Für diesen Parameter ist kein Hilfetext vorhanden. Vakuumventil aktivieren/deaktivieren 1-8-4-4 Pulsdauer...
- Seite 154 Menübeschreibung G3-Serie Menübeschreibung Jobeinstellungen Hauptmenü für die Einstellungen der Jobs. Einstellungen, die für den aktuellen Job betreffen 1610 Referenzpunkt Für dieses Menü ist kein Hilfetext vorhanden. Zwei Referenzpunkte (Startpunkte) können auf der Arbeitsfläche definiert werden. Der beim Starten des Geräts automatisch ermittelte Referenzpunkt ist nach dem Aktivieren eines Referenzpunkts deaktiviert.
- Seite 155 G3-Serie Menübeschreibung Menübeschreibung Menuitem has no Content. 1616 2-3-1-6 Zentrum Y Für diesen Parameter ist kein Hilfetext vorhanden. Menuitem has no Content. 1885 2-3-2 Offset Für dieses Menü ist kein Hilfetext vorhanden. Ausgabe in X-/Y-Richtung verschieben 1611 2-3-2-1 X-Offset Für diesen Parameter ist kein Hilfetext vorhanden. Wert, um den die Ausgabe in X-Richtung verschoben wird.
- Seite 156 Menübeschreibung G3-Serie Menübeschreibung ⇨ aktiven Zeiger mit den Richtungstasten in der linken oberen Ecke des gewünschten Fensterbereichs positionieren und bestätigen 2010 2-5-1-4 Fenster zeigen Diese Funktion bewegt den Kopf entlang der Clippingfenstergrenzen. Fahre dem Begrenzungsfenster entlang? Anzeigen des Begrenzungsfenster läuft... Anzeige des Fensterbereichs.
- Seite 157 G3-Serie Menübeschreibung Menübeschreibung 2-6-6 Raster Für diesen Parameter ist kein Hilfetext vorhanden. Anzeige des Abstands der Messpunkte. 1923 5-37 000015,051,12-2010, jmu...
- Seite 158 Menübeschreibung G3-Serie Menübeschreibung Funktionen Für dieses Menü ist kein Hilfetext vorhanden. Funktionen zur Einstellung von Materialfixierung, Fräser, Staubsauger, Kompressor 1981 3-1-1 Vakuum Menü zum Einstellen und verändern des Vacuums. Einstellung der Materialfixierung mittels Vakuum. 1989 3-1-1-1 Vakuumstatus Für diesen Parameter ist kein Hilfetext vorhanden. saugen blasen stoss...
- Seite 159 G3-Serie Menübeschreibung Menübeschreibung Mit dieser Funktion wird das Schmierstoffsystem entlüftet. Für weitere Informationen siehe Bedienungsanleitung MMS. 4047 3-2-5-1 Befüllung stoppen Kein Hilfstext verfügbar Das Entlüften des Systems stoppen. Für weitere Informationen siehe Bedienungsanleitung MMS. 3-2-5-4 Pumpstufe Für diesen Parameter ist kein Hilfetext vorhanden. 1 - 5.
- Seite 160 Menübeschreibung G3-Serie Menübeschreibung Abb. 5-17 Quadrate (ca. 10 x 10 mm) über die gesamte Arbeitsfläche verteilt 2269 3-3-3 Kreise Kein Hilfstext verfügbar Test läuft... Zum Testen von Modulen. Abb. 5-18 Kreise (Ø ca. 10 mm) über die gesamte Arbeitsfläche verteilt 2274 3-3-4 Diagonalen...
- Seite 161 G3-Serie Menübeschreibung Menübeschreibung Abb. 5-19 Diagonale über die gesamte Arbeitsfläche 2275 3-3-5 Zufallslinien Kein Hilfstext verfügbar Test läuft... Dauerbelastungstest Zufallslinien über die gesamte Arbeitsfläche verteilt 2276 3-3-6 Zufallskurven Kein Hilfstext verfügbar Test läuft... Dauerbelastungstest Zufallskurven über die gesamte Arbeitsfläche verteilt 2277 3-3-7 DIN-Test...
- Seite 162 Menübeschreibung G3-Serie Menübeschreibung Abb. 5-21 S-Test, 140 mm x 240 mm 2805 3-3-9 Linie abfahren Kein Hilfstext verfügbar Test läuft... wie Diagonaltest, nur mit Begrenzung Linie festlegen ⇨ Startpunkt anfahren, mit OK bestätigen ⇨ Endpunkt anfahren, mit OK bestätigen 2270 3-3-11 Modul 1 1 Für diesen Parameter ist kein Hilfetext vorhanden.
- Seite 163 G3-Serie Menübeschreibung Menübeschreibung ein: Modul führt Test aus aus: Modul führt Test nicht aus 2668 3-3-16 Modul 2 3 Für diesen Parameter ist kein Hilfetext vorhanden. Modul 8 ein-/ausschalten ein: Modul führt Test aus aus: Modul führt Test nicht aus 2669 3-3-17 Modul 3 1...
- Seite 164 Menübeschreibung G3-Serie Menübeschreibung Benutzereinstellungen Menü zum ändern benuzerabhängiger Einstellungen. Je nach Benutzerebene ist der Zugang zu Menüs und Funktionen gesperrt. Die Benutzerebenen sind hierarchisch aufgebaut. Das bedeutet, dass der nächsthöhere Benutzer auch die Zugriffsrechte auf die Menüfunktionen der untergeordneten User besitzt.
- Seite 165 G3-Serie Menübeschreibung Menübeschreibung Kommunikationseinst. Menü für die Kommunikationseinstellungen wie die COM-Schnittstelle, die Parser u.s.w. Kommunikationseinstellungen für Parser, Schnittstellen,... 2279 Serielle Schnittstelle Für dieses Menü ist kein Hilfetext vorhanden. Kommunikationseinstellungen für die seriellen Schnittstellen 2280 5-2-1 COM 1 Für dieses Menü ist kein Hilfetext vorhanden. Hinweis! Wird eine Kommunikationssoftware (Frontend, Terminal) eingesetzt, müssen die Kommunikationseinstellungen COM 1 - Kommunikationssoftware übereinstimmen.
- Seite 166 Menübeschreibung G3-Serie Menübeschreibung HPGL Port: 50000 3627 5-3-2 IP Adresse Für diesen Parameter ist kein Hilfetext vorhanden. Anzeige der IP-Adresse. 3628 5-3-3 IP Maske Für diesen Parameter ist kein Hilfetext vorhanden. Anzeige der Netzwerkmaske. 3661 5-3-4 Unbenutzt Für diesen Parameter ist kein Hilfetext vorhanden. Anzeige der MAC-Adresse 3625 5-3-5...
- Seite 167 G3-Serie Menübeschreibung Menübeschreibung Bedienteil Menü for die panelspezifischen Einstellungen wie Sprache, Lautstärke, Kontrast und die Belegung der Funktionstasten. All diese Einstellungen werden auf dem Panel gespeichert. Sind an einer Maschine mehr als ein Panel angeschlossen besitzt jedes Panel seine eigenen Einstellungen! Einstellungen für das Bedienteil 1590 Sprache...
-
Seite 168: Taste Drücken
Menübeschreibung G3-Serie Menübeschreibung Abb. 5-22 Tastatur Test Kontrollsegmente der Fahrtasten Tastaturcode Kontrollsegmente der Bedientasten ⇨ Taste drücken ✓ das entsprechende Kontrollsegment des Tastatur Tests wird markiert und der Tastencode angezeigt Problembeseitigung Beim Drücken einer Taste wird der Tastencode nicht angezeigt bzw. das entsprechende Kontrollsegment nicht markiert ⇨... - Seite 169 G3-Serie Menübeschreibung Menübeschreibung Info Für dieses Menü ist kein Hilfetext vorhanden. Anzeige allgemeiner Informationen über den Cutter 2311 Tischtyp Für diesen Parameter ist kein Hilfetext vorhanden. G3_L2500 G3_M2500 G3_XL1600 G3_2XL1600 G3_3XL1600 G3_L3200 G3_XL3200 G3_2XL3200 G3_3XL3200 G3_M1600 Angezeige des Tischtyps (Bsp. L-2500) 2312 Tischnummer Für diesen Parameter ist kein Hilfetext vorhanden.
- Seite 170 Menübeschreibung G3-Serie Menübeschreibung Aktuelle Systemausgaben 1772 8-10-1 Curve Ausgabe Kein Hilfstext verfügbar Curve-Diagnose ausgeben? Curve-Puffer Ausgabe läuft... Curve Ausgabe 2368 8-10-2 IPC Buffer ausgeben Kein Hilfstext verfügbar IPC-Log ausgeben? IPC-Log Ausgabe läuft... IPC Buffer ausgeben 2483 8-10-3 Log Buffer ausgeben Kein Hilfstext verfügbar Log-Puffer ausgeben? Log -Ausgabe läuft...
- Seite 171 G3-Serie Menübeschreibung Menübeschreibung Cutter ausschalten Mit dieser Funktion wird der Cutter ausgeschaltet. Gerät ausschalten 5-51 000015,051,12-2010, jmu...
- Seite 172 Menübeschreibung G3-Serie Menübeschreibung 5-52 000015,051,12-2010, jmu...
-
Seite 173: Störungen
G3-Serie Störungen Fehlerdiagnose Störungen Fehlerdiagnose Vorsicht! Verletzungsgefahr durch nicht korrekt behobene Mängel Stellen Sie sicher, dass Fehler am Gerät ordnungsgemäss beseitigt werden. Kontaktieren Sie Ihren Zünd Partner! Benötigen Sie bei einer Störung am Cutter den Kundendienst, notieren Sie folgende Daten: –... -
Seite 174: Fehleranzeige
Störungen G3-Serie Fehler lokalisieren Fehleranzeige an der Status- und Fehleranzeige (Bsp.) Der Fehler wird als Sequenz dargestellt. Alle überflüssigen Stellen des Fehlercodes werden in dieser Anzeige nicht dargestellt! Bsp.: Der Fehlercode 0x0001D503 wird auf die Stellen 1D503 gekürzt! Sind mehrere Fehler nacheinander aufgetreten, werden diese in einer Gruppe zusammengefasst. -
Seite 175: Fehlercode
G3-Serie Störungen Fehler lokalisieren 6.2.2 Fehlercode Der Fehlercode besteht aus einer 10-stelligen, eindeutig zuordenbaren Kombination aus Ziffern und Buchstaben. Das Signalwort vor dem Fehlercode gibt die Schwere des Fehlers an. Signal Fehler Information wichtige Information an das Bedienpersonal Warnung Hinweis auf mögliche Probleme (Überhitzung). Zustand kontrollieren, Fehler beheben, gegebenenfalls Service kontaktieren Fehler... -
Seite 176: Fehlermeldungen
Störungen G3-Serie Fehlermeldungen Fehlermeldungen Interner Fehler. Es konnte keine Msg verschickt werden. Cmd: %0s Index: %1s Keine Hilfe vorhanden Service kontaktieren 1303 Eine unbekannte Parameter ID (0x%0s) wurde von der internen Datenbank ange- fragt. Der Parameter ist momentan nicht geladen oder existiert nicht. Keine Hilfe vorhanden Service kontaktieren 3303... - Seite 177 G3-Serie Störungen Fehlermeldungen 5B02 Interner Fehler: Eine Message Queue voll ist. Die Meldung wurde gelöscht Keine Hilfe vorhanden Service kontaktieren 7702 Wert ausserhalb des Gültigkeitsbereichs! Min = %0s Max = %1s Ursache Parameter ausserhalb der definierten Grenzen (HPGL). Lösung Parameter anpassen. 7B04 HAL: Bit wurde schon vergeben! HAL-File Zeilennummer: %0s...
- Seite 178 Störungen G3-Serie Fehlermeldungen Ursache Die Überprüfung der Checksumme ist fehlgeschlagen Lösung Kommunikation überprüfen A902 HP-GL Kommando nicht vollständig! Kommando %2s ist falsch. Das HP-GL Kommando hat zuwenig oder zuviele Parameter! Ursache Das HP-GL Kommando wurde mit zu wenig Parameter aufgerufen Lösung Überprüfe HP-GL Manual für den Aufruf.
- Seite 179 G3-Serie Störungen Fehlermeldungen Ursache Für die aufgerufene Funktion ist es notwendig, dass der Sequencer im Zustand Warten ist. Lösung Warten bis Vektoren verfahren wurden. D204 Fehler AD Wandler! Index: 0x%0s Eine odere mehrere Achsen können nicht angesteuert werden. Anschlüsse überprüfen. Service kontaktieren D603 Fehler im Regler!
- Seite 180 Störungen G3-Serie Fehlermeldungen Falls eine automatische Werkzeuginitialisierung vorhanden ist, diese wieder in die Parkstation stecken, damit sich das Clippingfenster wieder löst. F203 Das Sicherheitsmodul hat einen Fehler gemeldet. Ist eine Notaustaste gedrückt? Modus %0s Das Sicherheitsmodul hat einen Fehler ausgelöst. 0x01 ->...
- Seite 181 G3-Serie Störungen Fehlermeldungen Ursache Wird der User Level geändert und ist dazu ein Passwort nötigt wird mit diesem Hinweis die Eingabe des Passworts angezeigt. FC01 Zugriff verweigert! Falscher Benutzercode. Ursache Es wurde ein falscher Benutzercode übermittelt. Der Zugriff wurde verweigert. FE04 24VF nicht vorhanden.
- Seite 182 Störungen G3-Serie Fehlermeldungen Ursache Die Instruktion wurde verworfen, da sie im aktuellen Instruktion Modus nicht erlaubt ist. Lösung System in den Betriebszustand OFFLINE oder ONLINE schalten und Instruktion nochmals ausführen. 12103 Eine Lichtschranke hat angesprochen! LS = %0s Art = %1s Eine Lichtschranke hat angesprochen, entweder weil sie defekt ist oder weil ihr Lichtstrahl unterbrochen wurde.
- Seite 183 G3-Serie Störungen Fehlermeldungen 12C04 Fehler bei Achsenüberprüfung! Achse %0s Fehler %1s Kontrolle der Achsen fehlgeschlagen. Ev. Motor oder Geber falsch angeschlossen. Achse: jedes halbe Byte steht für eine Achse die einen Fehler haben kann. Der entsprechend Error Code steht für diese Achse. 0=X, 1=Y usw. Errorcode: 0x1 Nullmarken Fehler 0x2 Override...
- Seite 184 Störungen G3-Serie Fehlermeldungen Service kontaktieren 14403 Falsches Modul aktiv! Selektiere Modul %0s Für eine Wiederaufnahme ist das falsche Modul aktiv. Wechseln Sie auf das richtige Modul. Service kontaktieren 14501 Betriebszustand wechselt gerade! Warten bis Zustandswechsel beendet. Service kontaktieren 14B03 Falscher Zustand des Sequencers Falscher Sequencer Zustand für das Kommando %0s.
- Seite 185 G3-Serie Störungen Fehlermeldungen 15201 Datenbank erfolgreich gespeichert. Alle speicherbaren Datenbankparameter wurden persistent abgespeichert. Service kontaktieren 15304 Ganze Datanbank erfolgreich gelöscht. Der Cutter muss neu gestartet werden. Alle gespeicherten datenbankwerte wurden aus der persistenten Datanbank gelöscht. Die Parameter werden mit ihren Defaultwerten geladen. Service kontaktieren 15401 System ist im Betriebszustand STOPPED.
- Seite 186 Störungen G3-Serie Fehlermeldungen Service kontaktieren 15A01 Parameter erfolgreich auf Defaultwert gesetzt. Alle Parameter eines Teilrezepts wurden erfolgreich auf ihre Defaultwerte zurückgesetzt. Sie wurden aber nicht wieder gespeichert! Service kontaktieren 15E01 Drücke die ONLINE Taste um die Ausgabe zu wiederholen. Die letzten Plotter Daten wurden wieder geladen. Durch betätigen der ONLINE-Taste werden sie nochmals verarbeitet. Ursache Meldung an den Benutzer nach dem Replot Kommando.
- Seite 187 G3-Serie Störungen Fehlermeldungen Lösung Maschine ausschalten und auskühlen lassen. Tritt dieser Fehler wieder auf, Service kontaktieren. 17402 Nicht definierter Zustand einer Instruktion. Progarmmier Fehler. Service kontaktieren 17502 Fehler im Schiebevakuum. Keine Hilfe vorhanden 17704 Kommunikationsfehler auf einem internen Bus (CAN). Keine Hilfe vorhanden Service kontaktieren 17803...
- Seite 188 Störungen G3-Serie Fehlermeldungen 18302 Fehler beim Ausgeben der User-Log-Datei. Keine Hilfe vorhanden Service kontaktieren 18402 Wert ist keine gültige Zahl! Service kontaktieren 18504 Zeitüberschreitung beim Aufstarten.Keine Kommunikation zum System. Keine Hilfe vorhanden Service kontaktieren 18602 Fehler beim Setzen der Achsenposition. Fehler beim Setzen einer Achse auf eine definierte Position.
- Seite 189 G3-Serie Störungen Fehlermeldungen • das Messer schneidet zu tief in die Schneidunterlage. • das Werkzeug ist defekt. • Funktion Abheben bei Überstrom ist ausgeschaltet. 18E03 Werkzeug Übertemperatur! Das Werkzeug ist zu heiss geworden. Ursache Das Modul ist zu heiss. Lösung Warten bis Modul abgekühlt hat.
- Seite 190 Störungen G3-Serie Fehlermeldungen 19D02 Unbekannte Geräte ID! Die verlangte Geräte ID ist nicht verfügbar. Service kontaktieren 19E03 Flash schon belegt! Keine Hilfe vorhanden Service kontaktieren 19F02 Fehler in einer S19 Zeile. Fehler in S19 Datei während Firmware update gefunden. Service kontaktieren 1A303 Fehler Vorschubinitialisierung! Der Sensor hat kein Material erkannt.
- Seite 191 G3-Serie Störungen Fehlermeldungen 1AB03 HAL: Nicht genügend Bits vorhanden für die zugewiesene Funktion! HAL-File Zeilennummer: %0s Keine Hilfe vorhanden Service kontaktieren 1AD03 Fehler in Zustandsmaschine! Keine Hilfe vorhanden Service kontaktieren 1AF01 Werkzeug mit diesem Typ und dieser Nummer existiert bereits. Keine Hilfe vorhanden Ursache Es wurde versucht ein neues Tool anzulegen, die versuchte Kombination von...
- Seite 192 Störungen G3-Serie Fehlermeldungen Ursache Ein Modul wurde entfernt oder hinzugefügt. Dabei wurde festgestellt, dass nicht mehr der gleiche Nullpunkt angefahren werden kann. 1B702 Dummy Modul aktiv! Keine Hilfe vorhanden Service kontaktieren 1B801 Lichtschranken nicht aktiv! Keine Hilfe vorhanden Service kontaktieren 1B903 Setup Objekt nicht vorhanden! Informieren sie ihren Servicepartner.
- Seite 193 G3-Serie Störungen Fehlermeldungen 1C303 Maximale Position erreicht! Kein Werkzeug oder Sensor defekt. Ursache Der Fahrbereich für die Initialisierung des Tools wurde erreicht. • Kein Werkzeug im Modul • Sensor defekt. 1C403 AKI unvorhergesehener Zustand! Informieren sie den Hersteller! Service kontaktieren 1C502 Das %2s Kommando ist nur in der Benutzerebene Service erlaubt.
- Seite 194 Störungen G3-Serie Fehlermeldungen Ursache Die Initialisierung des Werkezugs über die Automatische Werkzeuginitialisierung ist gesperrt. Lösung Den entsprechenden Werkzeugparameter AKI_possible ändern. 1CD03 Unerwarteter Programmfehler! Programm Fehler. Bitte Informieren Sie Ihren Servicepartner. Service kontaktieren 1CE03 Ungültige Reglerparameter! Programmfehler. Informieren sie den Servicepartner. Service kontaktieren 1CF03 Fehler in den Meldungsparameter!
- Seite 195 G3-Serie Störungen Fehlermeldungen Keine Hilfe vorhanden Service kontaktieren 1D604 Flash Zugriffsfehler. Fehlernummer: %0s Keine Hilfe vorhanden Service kontaktieren 1D803 Die Speisung (VMOT) eines Moduls konnte nicht eingeschaltet werden. Die Zeit wurde überschritten. Keine Hilfe vorhanden Service kontaktieren 1D903 Die Verstärkung auf dem Modul (AMP) konnte nicht eingeschaltet werden. Zeitüberschreitung.
- Seite 196 Störungen G3-Serie Fehlermeldungen Keine Hilfe vorhanden Service kontaktieren 1E401 Einschaltfehler der Pumpe. Keine Hilfe vorhanden Service kontaktieren 1E801 Ausschaltfehler der Pumpe. Keine Hilfe vorhanden Service kontaktieren 1E904 Ein Statusbit im Z-Link wurde doppelt belegt. Keine Hilfe vorhanden Service kontaktieren 1EA01 Keine Pumpe oder Ventil vorhanden, um einzuschalten.
- Seite 197 G3-Serie Störungen Fehlermeldungen Ursache Der Vakuumerzeuger ist bereits über 6000h im Einsatz. Lösung Servicepartner kontaktieren 1F501 Der Blower ist bereits über 8000h im Einsatz. Es kann nur noch die halbe Leistung bezogen werden. Keine Hilfe vorhanden Ursache Der Vakuumerzeuger ist bereits über 8000h im Einsatz. Es steht nur noch maximal die halbe Leistung zur Verfügung Lösung Servicepartner kontaktieren...
- Seite 198 Störungen G3-Serie Fehlermeldungen Service kontaktieren 20002 Einer der Moduloffsets war ausserhalb der Toleranz. Der Wert wurde auf den Standardwert korrigiert. Modul: %0s Offset: %1s Das Modul muss überprüft werden. Modul: entspricht der Modulnummer Offset: 0 = X; 1 = Y; 2 = Z Service kontaktieren 20102 Überprüfung der Daten ist fehl geschlagen.
- Seite 199 G3-Serie Störungen Fehlermeldungen 21104 Fehler der Gabellichtschranken. Achse: %0s Status: %1s Eine Gabellichtschranke meldet einen Defekt. Achse: 0 : X-Achse 1: Y-AchseStatus: 0: Dauerlicht 1: Unerwarteter Status Service kontaktieren 21203 Falscher Achsen Index! Dies ist ein Programmierfehler. Bitte benachrichtigen Sie den Hersteller. Service kontaktieren 21503 Die übertragene Datei ist kein Plotter Update.
- Seite 200 Störungen G3-Serie Fehlermeldungen Anschlusskabel kontrollieren 22503 Beim PUM klemmt ein Zylinder in der Stellung unten. Das Signal für die Oben-Stellung hat nicht angesprochen. Service kontaktieren 22601 Änderungen der Ethernet Parameter werden erst nach einem Neustart des Cutters wirksam. Keine Hilfe vorhanden Service kontaktieren 22703 Das empfangene HPGL Kommando entspricht nicht der Syntax: %2s...
- Seite 201 G3-Serie Störungen Fehlermeldungen 23301 Das OptionBoard (Str1A) ist nicht vorhanden. Der Vorschub-Stopp extern wurde deshalb deaktiviert. Keine Hilfe vorhanden Service kontaktieren 23403 Der Vorschub-Stopp extern ist aktiv. Keine Hilfe vorhanden Service kontaktieren 23703 Der Fräsumrichter ist ausgeschaltet. Schalten sie mit der Stand by Taste oder über das Fräser Menü ein. Keine Hilfe vorhanden 23801 Es wurde das Modell der Abrolleinheit Universal geändert.
- Seite 202 Störungen G3-Serie Fehlermeldungen 24203 T-Achse des PUM ist blockiert. Keine Hilfe vorhanden Service kontaktieren 24504 Schwerer Systemfehler: %1s, %2s Keine Hilfe vorhanden Service kontaktieren 24602 Bitte stecken sie das MAM auf einem anderen Steckplatz ein, ausser beim Modulupdate. Das MAM wird auf dem ersten Steckplatz nicht unterstützt. Für das Modulupdate kann das MAM auf den ersten Steckplatz gesteckt werden.
-
Seite 203: Fehlermeldungen
G3-Serie Störungen Fehlermeldungen 25003 Eine lokale Erhebung liegt ausserhalb der Toleranz. Die Messung wurde abgebrochen. Keine Hilfe vorhanden 25101 Das OptionBoard(Str1A) ist nicht vorhanden. Der Fusion Board Feeder wurden des- halb deaktiviert. Keine Hilfe vorhanden 25201 Das OptionBoard(Str1A) ist nicht vorhanden. Der Klemmbalken wurden deshalb deaktiviert. - Seite 204 Störungen G3-Serie Fehlermeldungen 25D02 Der Kamera Offset ist ausserhalb des erlaubten Bereichs Keine Hilfe vorhanden Bestimmung des Kameroffsets gemäss Bedienungsanleitung durchführen. 25E03 Fehler beim Aufsetzen der TCPIP Umgebung. Index %0s Keine Hilfe vorhanden Service kontaktieren 26103 Fehler auf dem Modul %0s. Index: %1s Keine Hilfe vorhanden Service kontaktieren...
- Seite 205 G3-Serie Störungen Fehlermeldungen 26903 Freischaltungsfehler Index: %0s Keine Hilfe vorhanden Service kontaktieren 26A01 Freischaltung erfolgt. Keine Hilfe vorhanden Service kontaktieren 26B03 Das Modul muss für den Test initialisiert sein. Keine Hilfe vorhanden Service kontaktieren 26C03 Reinitialisierung fehlgeschlagen! Modul defekt! Service kontaktieren! Achse: %0s Keine Hilfe vorhanden Service kontaktieren...
- Seite 206 Störungen G3-Serie Fehlermeldungen 27603 Für den aktuellen Befehl muss ein Sensor Only Modul selektiert sein. Keine Hilfe vorhanden Service kontaktieren 27703 Es liegt keine gültive Version der Sprache im Serialflash Keine Hilfe vorhanden Service kontaktieren 27803 Es ist ein Fehler aufgetreten. Der Vorschub wurde abgebrochen.
- Seite 207 G3-Serie Störungen Fehlermeldungen Service kontaktieren 28203 Druck am Separier-Ventil konnte nicht aufgebaut werden. Keine Hilfe vorhanden Service kontaktieren 28303 Die Platte konnte nicht positioniert werden. Keine Hilfe vorhanden Service kontaktieren 28403 BHS ist nicht bereit. Keine Hilfe vorhanden Service kontaktieren 28503 Am Scherenhubtisch liegen keine 24V an.
- Seite 208 Störungen G3-Serie Fehlermeldungen 28E03 Das Setzen der Saugglockehöhe kann nur ausgeführt werden, wenn zuvor mit dem AKI initialisiert wurde. Keine Hilfe vorhanden 28F03 Die Nullmarke der T-Achse wurde nicht gefunden. Keine Hilfe vorhanden Service kontaktieren 29202 Der Cutter wurde nicht ordnungsgemäss heruntergefahren. Werkzeugseinstellungen überprüfen! Keine Hilfe vorhanden 29702...
- Seite 209 G3-Serie Störungen Fehlermeldungen 2A103 Fehler auf dem Tool %0s. Index: %1s Keine Hilfe vorhanden Service kontaktieren 2A202 Der Speicher des Werkzeugs im Steckplatz %0s ist defekt. Service kontaktieren! Keine Hilfe vorhanden 6-37 000012,21,12-2010, jmu...
- Seite 210 Störungen G3-Serie Fehlermeldungen 6-38 000012,21,12-2010, jmu...
-
Seite 211: Wartung, Reinigung
G3-Serie Wartung, Reinigung Allgemein Wartung, Reinigung Allgemein – Dieses Kapitel enthält - in Form von Tabellen - alle Wartungsarbeiten, die an der Maschine durchzuführen sind. – Die Wartungsliste betrifft nur das Grundgerät. Wartungstätigkeiten für Module, Werkzeugeinsätze und Optionen finden Sie in der jeweiligen Bedienungsanlei- tung. -
Seite 212: Sichere Wartung Des Geräts
Wartung, Reinigung G3-Serie Sichere Wartung des Geräts Sichere Wartung des Geräts Allgemeine Sicherheitshinweise – Service- und Reparaturarbeiten müssen durch ausgebildetes Fachpersonal durchgeführt werden. – Halten Sie vorgeschriebene oder in der Bedienungsanleitung angegebene Fris- ten für wiederkehrende Prüfungen/Inspektionen ein. Zur Durchführung von In- standhaltungsmassnahmen muss eine der Arbeit angemessene Arbeitsausrüstung vorhanden sein. -
Seite 213: Betriebsmittel
G3-Serie Wartung, Reinigung Betriebsmittel Betriebsmittel 7.3.1 Umgang mit Betriebsmitteln Das gewissenhafte Einhalten der Vorschriften für den Umgang mit Betriebsmitteln erhöht die Zuverlässigkeit und Lebensdauer des Geräts. Beachten Sie die Regeln zum Umgang mit Chemikalien insbesondere Reinigungsmittel, Schmierstoffe und Klebstoffe. (Siehe Kapitel "Sicherheit") Umweltschützende Massnahmen –... -
Seite 214: Reinigungsmittel
Wartung, Reinigung G3-Serie Betriebsmittel 7.3.2 Reinigungsmittel Vorsicht! Durch die Verwendung falscher, nicht von Zünd erlaubter Reinigungsmittel, wird das Gerät beschädigt. Verwenden Sie nur von Zünd Systemtechnik empfohlene Reinigungsflüssigkeiten. Keine aggressiven Reinigungsmittel verwenden. Ätzende Substanzen und Scheuermittel beschädigen die Oberflächen des Cutters (Bsp. Bedienteil). Reinigungsmittel Einsatzort Kunststoff Reinigungsmittel... -
Seite 215: Wartungsliste
G3-Serie Wartung, Reinigung Wartungsliste Wartungsliste Verschiedene Kennzeichen (Kreis, Box, Stern - gefüllt; Kreis, Box, Stern - leer) teilen die Service- und Instandhaltungsarbeiten in zwei Gruppen ein. Bedeutung der Kennzeichen: Symbole ohne Farbfüllung: • Autorisiertes Servicepersonal der Firma Zünd Systemtechnik führt diese Ser- vice- und Wartungsarbeiten durch. - Seite 216 Wartung, Reinigung G3-Serie Wartungsliste Wartung/Inspektion bei Durchzuführende Arbeiten Betriebsstunden durch Personal durch autorisiertes Wartungspersonal einmalige Tätigkeit einmalige Tätigkeit Wiederholungsintervall Wiederholungsintervall bei Bedarf bei Bedarf allgemein Gerät visuell auf Beschädigung überprüfen Gerät von Staub und Bearbeitungsrückständen befreien Elektrische Ausrüstung (Optionen) auf Funktion überprüfen Notaus Schalter auf Funktion überprüfen alle Sicherheitseinrichtungen (Funktion Lichtschranken, Schutzbügel) überprüfen...
- Seite 217 G3-Serie Wartung, Reinigung Wartungsliste Wartung/Inspektion bei Durchzuführende Arbeiten Betriebsstunden durch Personal durch autorisiertes Wartungspersonal einmalige Tätigkeit einmalige Tätigkeit Wiederholungsintervall Wiederholungsintervall bei Bedarf bei Bedarf Führungsschienen reinigen, ölen 7.7.7 Zahnriemen/Stahlband auf Justierung kontrollieren, falls erforderlich nachstellen Zahnriemen/Stahlband auf Spannung kontrollieren, falls erforderlich nachstellen Riemen auf Spannung kontrollieren Zahnriemen ersetzen...
-
Seite 218: Schmierplan
Wartung, Reinigung G3-Serie Schmierplan Schmierplan Schmieren Sie alle im Schmierplan angegebenen Schmierstellen zu den angegebenen Wartungsintervallen. ® Die Abschmierung erfolgt mit Klüberoil 4UH1 Abb. 7-1 Schmierpunkte Schmierort Menge Ursache Modulträger Balkenführung rechts Führungsschienen und Führungslager Balkenführung links Zubehörkoffer Im Zubehörkoffer finden Sie nützliche Werkzeuge und Hilfsmittel zum Betrieb bzw. zur Wartung ihres Geräts. - Seite 219 G3-Serie Wartung, Reinigung Zubehörkoffer Inhalt Zubehör Menge Tätigkeit Module montieren/ Inbus-Schraubenzieher 4 x 170 mm 1 Stk demontieren Distanzhalter Vakuumelemente 6 Stk Service/Montage Klebeband; Breite 19 mm 1 Stk Service/Montage Teflonfett 20 ml Service Lötwasserpinsel 1 Stk Service Handtacker 1 Stk Conveyorband wechseln Dosierpistole KPM 250 ECON 1 Stk...
-
Seite 220: Wartungsarbeiten
Wartung, Reinigung G3-Serie Wartungsarbeiten Wartungsarbeiten 7.7.1 Serviceklappen und Abdeckungen Abb. 7-2 Serviceklappen, Abdeckungen Benennung Tätigkeit Abdeckung ölen und reinigen der Führungsschienen links ölen und reinigen der Führungsschienen Abdeckung rechts ölen und reinigen der Führungsschienen des Abdeckung Modulwagens Zugang Wartungseinheit Kondenswasser ablassen, Druck einstellen Abdeckung Powerbox Sicherungen Conveyorband wechseln, Zugang... -
Seite 221: Wartungsposition
G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.2 Wartungsposition Warnung! Verletzungsgefahr Der Cutter kann durch Drittpersonen in Betrieb genommen werden. – Den Cutter vor Wartungsarbeiten immer in Wartungsposition bringen! Bringen Sie das Gerät, wenn nicht ausdrücklich anders verlangt, vor Wartungsarbeiten in die Wartungsposition. Abb. -
Seite 222: Gerät Reinigen
Wartung, Reinigung G3-Serie Wartungsarbeiten – Kontrollieren Sie, ob alle Abdeckungen montiert sind. Montieren Sie fehlende ge- gebenenfalls. 7.7.4 Gerät reinigen Zünd Cutter sind Produktionsmaschinen, die täglich enormen Belastungen ausgesetzt sind. Ein sauberes Gerät hilft, einen möglichst ungestörten Betrieb zu gewährleisten. Hinweis! Verwenden Sie keine Pressluft zum Reinigen des Geräts. -
Seite 223: X-Achse Führungsschienen Reinigen
G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.5 X-Achse Führungsschienen reinigen Werkzeuge und Materialien Schmiermittel für Führungsschienen, -Lager sauberer, fusselfreier Lumpen 4 mm Inbusschlüssel Stellen Sie sicher, dass folgende Voraussetzung erfüllt ist: ❏ Das Gerät befindet sich in Wartungsposition. Abdeckungen entfernen Abb. 7-4 Abdeckungen entfernen ⇨... -
Seite 224: Abdeckungen Montieren
Wartung, Reinigung G3-Serie Wartungsarbeiten Führungsschienen reinigen Abb. 7-5 Führungsschienen ölen ⇨ den Balken nach vorne schieben ⇨ mit einem fusselfreien Lumpen die Führungsschienen über die gesamte Länge ordentlich reinigen ⇨ einen fusselfreien Lumpen mit Schmiermittel für Führungsschienen, -Lager tränken und die Führungsschienen ölen ⇨... - Seite 225 G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.6 X-Achse Führungslager ölen Werkzeuge und Materialien Schmiermittel für Führungsschienen, -Lager Schmierset für Führungsschienen, -Lager X-Achse 4 mm Inbusschlüssel sauberer, fusselfreier Lumpen Stellen Sie sicher, dass folgende Voraussetzung erfüllt ist: ❏ Das Gerät befindet sich in Wartungsposition. Abdeckungen entfernen Abb.
- Seite 226 Wartung, Reinigung G3-Serie Wartungsarbeiten Führungslager Abb. 7-7 Führungslager Der Balken ist auf jeder Seite mit jeweils 2 Führungslagern auf einer Führungsschiene gelagert. Diese Lager in Intervallen gemäss der Wartungsliste ölen! 7-16 000001,10,11-2009, jmu...
- Seite 227 G3-Serie Wartung, Reinigung Wartungsarbeiten Schmierstellen ölen Abb. 7-8 Schmierstellen ölen ⇨ den Balken ganz nach vorne schieben 7-17 000001,10,11-2009, jmu...
- Seite 228 Wartung, Reinigung G3-Serie Wartungsarbeiten ⇨ den Schmieranschluss des Schmiersets hinter dem Balken an die Führungsschiene schrauben (A, B) ⇨ die Spritze betätigen, bis die Zuführleitung entlüftet ist ⇨ das Führungslager über dem Schmieranschluss positionieren (C) ⇨ mit der Spritze ca. 1 ml Öl in das Führungslager pressen (D) ⇨...
-
Seite 229: Y-Achse Führungsschienen Reinigen/Ölen
G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.7 Y-Achse Führungsschienen reinigen/ölen Werkzeuge und Materialien Schmiermittel für Führungsschienen, -Lager 4 mm Inbusschlüssel sauberer, fusselfreier Lumpen Stellen Sie sicher, dass folgende Voraussetzungen erfüllt sind: ❏ Das Gerät befindet sich in Wartungsposition. ❏ Alle Module sind vom Modulträger abmontiert. Abdeckungen abnehmen Abb. - Seite 230 Wartung, Reinigung G3-Serie Wartungsarbeiten Führungsschienen reinigen Abb. 7-10 Führungsschienen reinigen ⇨ mit einem fusselfreien Lumpen die Führungsschienen über die gesamte Länge reinigen ⇨ einen fusselfreien Lumpen mit Schmiermittel für Führungsschienen, -Lager tränken und die Führungsschienen ölen ⇨ alle Abdeckungen montieren 7-20 000001,10,11-2009, jmu...
- Seite 231 G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.8 Y-Achse Lager ölen Werkzeuge und Materialien Schmiermittel für Gleitbahnen 4 mm Inbusschlüssel sauberer, fusselfreier Lumpen Kartonunterlage oder Tropftasse Stellen Sie sicher, dass folgende Voraussetzungen erfüllt sind: ❏ Das Gerät befindet sich in Wartungsposition. ❏ Alle Module sind vom Modulträger abmontiert. Lager ölen Abb.
-
Seite 232: Späneschutz Bürste Reinigen
Wartung, Reinigung G3-Serie Wartungsarbeiten 7.7.9 Späneschutz Bürste reinigen Stellen Sie sicher, dass folgende Voraussetzung erfüllt ist: ❏ Das Gerät befindet sich in Wartungsposition. Bürste reinigen Abb. 7-12 Späneschutz Bürste reinigen ⇨ mit einem Staubsauger Späne und Staub von den Bürsten absaugen 7-22 000001,10,11-2009, jmu... -
Seite 233: Vorschubelemente/Vorschubleiste Reinigen
G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.10 Vorschubelemente/Vorschubleiste reinigen Werkzeuge und Materialien Fusselfreier Lumpen Spiritus Stellen Sie sicher, dass folgende Voraussetzung erfüllt ist: ❏ Das Gerät befindet sich in Wartungsposition. Vorgehen Abb. 7-13 Vorschubelemente/Vorschubleiste reinigen ⇨ die Vorschubelemente/Vorschubleiste mit einem fusselfreien Lumpen und Spiritus reinigen 7-23 000001,10,11-2009, jmu... -
Seite 234: Wartungseinheit Kondenswasser Ablassen
Wartung, Reinigung G3-Serie Wartungsarbeiten 7.7.11 Wartungseinheit Kondenswasser ablassen Werkzeuge und Materialien Gefäss Stellen Sie sicher, dass folgende Voraussetzung erfüllt ist: ❏ Das Gerät ist ausgeschaltet. Vorgehen Abb. 7-14 Kondenswasser ablassen Entsorgung! ⇨ Die Kondensflüssigkeit aus dem Wasserabscheider ist mit Öl verseucht. Daher die Flüssigkeit nach landesspezifischen Vorschriften ordnungsgemäss entsorgen. -
Seite 235: Sicherungsautomaten
G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.12 Sicherungsautomaten Vorsicht! Verletzungsgefahr durch elektrischen Schlag Gefährliche Spannung in der Powerbox – Nehmen Sie keinesfalls die Abdeckung der Powerbox ab. – Kontaktieren Sie bei Problemen mit der Energieversorgung Ihren Servicepart- ner. Vorsicht! Beschädigungsgefahr des Geräts Wurde ein Sicherungsautomat ausgelöst, liegt dies an einem elektrischen Defekt eines Verbrauchers. - Seite 236 Wartung, Reinigung G3-Serie Wartungsarbeiten Sicherungsautomaten Abb. 7-16 Sicherungsautomaten Sicherung Verbraucher Cuttersteuerung, Kompressor, PC Staubsauger, diverse Optionen Hilfsantrieb, Fräsumrichter Hinweis! Maximaler Strom: 16 A/Phase 7-26 000001,10,11-2009, jmu...
-
Seite 237: Conveyorband
G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.13 Conveyorband Werkzeuge und Materialien Conveyorband Tacker mit passenden Klammern (6 mm) Dosierpistole 2-Komponenten Klebstoff (Kartusche) Spachtel Papierklebeband (2 cm breit) Textilklebeband Industrieschere Stellen Sie sicher, dass folgende Voraussetzung erfüllt ist: ❏ Das Gerät ist ausgeschaltet. 7.7.13.1 Conveyorband entfernen Spannschrauben lösen Abb. -
Seite 238: Abdeckungen Entfernen
Wartung, Reinigung G3-Serie Wartungsarbeiten Conveyorband entfernen ⇨ das Conveyorband mit einer Schere teilen und entfernen ⇨ das Conveyorband ordnungsgemäss entsorgen 7.7.13.2 Abdeckungen entfernen Abb. 7-18 Abdeckungen abnehmen ⇨ die Abdeckungen (1 x vorne, 1x hinten) anheben und aus der Führung nehmen 7-28 000001,10,11-2009, jmu... -
Seite 239: Conveyorband Einbauen
G3-Serie Wartung, Reinigung Wartungsarbeiten 7.7.13.3 Conveyorband einbauen Hinweis! Der Einbau des Conveyorbands ist laufrichtungsgebunden! Achten Sie auf die Markierungen auf dem Band und stellen Sie sicher, dass das Band korrekt montiert ist. Transportrichtung ermitteln Abb. 7-19 Transportrichtung ermitteln 1 Conveyorband Rolle 2 Transportrichtung ⇨... -
Seite 240: Wartungsarbeiten
Wartung, Reinigung G3-Serie Wartungsarbeiten CE vorne (CE2500 und CE3200) CE vorne (CE0800, CE1250 und CE1600) 7-30 000001,10,11-2009, jmu... - Seite 241 G3-Serie Wartung, Reinigung Wartungsarbeiten CE vorne (CE0800, CE1250 und CE1600) und CE hinten (CE2500 und CE3200) CE vorne (CE0800, CE1250 und CE1600) und CE hinten (CE0800, CE1250 und CE1600) 1 Conveyorbandführungen 3 Umlenkrollen an den Füssen 2 Umlenkrollen Hinweis! ⇨ Zum Einschlaufen das Vakuum einschalten, um ein Verrrutschen des Conveyorbands zu verhindern.
- Seite 242 Wartung, Reinigung G3-Serie Wartungsarbeiten Conveyorband verkleben Vorsicht! giftige Dämpfe • Klebedämpfe nicht einatmen • Klebearbeiten nur in gut gelüfteten Räumen durchführen Vorsicht! Verkleben und Verätzungen durch Klebstoff • Kleber nicht mit der Haut in Verbindung bringen • Kleber nicht einnehmen oder mit der Schleimhaut in Berührung bringen Benutzen Sie chemikalienfeste Schutzhandschuhe zum Verkleben des Conveyorbands.
- Seite 243 G3-Serie Wartung, Reinigung Wartungsarbeiten Abb. 7-21 Conveyorband verkleben 7-33 000001,10,11-2009, jmu...
- Seite 244 Wartung, Reinigung G3-Serie Wartungsarbeiten 1 Montageunterlage 5 Papierklebeband Bahn 1 2 Klebeband 6 Papierklebeband Bahn 2 3 Conveyorband 7 Dosierpistole mit 2-Komponenten Klebstoff 4 Tacker 8 Spachtel ⇨ das Conveyorband gerade ausrichten und mit Klebeband fixieren. Gegenenfalls das Vakuum einschalten, um ein Verrutschen zu verhindern. Die Montageunterlage unter das fixierte Conveyorband schieben.
- Seite 245 G3-Serie Wartung, Reinigung Wartungsarbeiten Conveyorband spannen Abb. 7-23 Conveyorband spannen 1 Spannschrauben links/rechts ⇨ Spannschrauben festziehen ✓ das Conveyorband wird gespannt ⇨ Vorgang auf der anderen Seite wiederholen Conveyorbandlauf justieren 1-7-1-2 ⇨ den Conveyorbandlauf im Menü auf 10 m einstellen (Länge 1-7-1-1 ⇨...
-
Seite 246: Vakuumerzeuger 1-9 Kw/1-15 Kw
Wartung, Reinigung G3-Serie Hinweise zur Entsorgung Hinweise zur Entsorgung Hinweis! Kontaktieren Sie vor der Entsorgung Ihres Cutters den Zünd Kundendienst oder Ihren Servicepartner. Zünd Cutter sind moderne Industriegeräte, die aktuellen Normen und Richtlinien zur Entsorgung von Altgeräten entsprechen. – Bauteile aus Kunststoff > 20 Gramm sind gekennzeichnet und können somit ei- ner ordnungsgemässen Entsorgung zugeführt werden. - Seite 247 G3-Serie Werkzeuge Werkzeuge 000005,04,06-2009, jmu...
- Seite 248 Werkzeuge G3-Serie 000005,04,06-2009, jmu...
- Seite 249 G3-Serie Module Module 000004,04,06-2009, jmu...
- Seite 250 Module G3-Serie 000004,04,06-2009, jmu...
- Seite 251 G3-Serie Optionen 10 Optionen 10-1 000007,04,06-2009, jmu...
- Seite 252 Optionen G3-Serie 10-2 000007,04,06-2009, jmu...
- Seite 253 G3-Serie Materialhandling 11 Materialhandling 11-1 000006,04,06-2009, jmu...
- Seite 254 Materialhandling G3-Serie 11-2 000006,04,06-2009, jmu...
-
Seite 255: Zusatzbeschreibungen
G3-Serie Zusatzbeschreibungen 12 Zusatzbeschreibungen 12-1 000008,04,06-2009, jmu... - Seite 256 Zusatzbeschreibungen G3-Serie 12-2 000008,04,06-2009, jmu...
- Seite 257 G3-Serie Dokumente 13 Dokumente 13-1 000029,03,06-2009, jmu...
- Seite 258 G3-Serie Dokumente 13-2 000029,03,06-2009, jmu...
- Seite 259 G3-Serie Glossar 14 Glossar Benutzerebene Das Menü ist hirarchisch in Benutzerebenen unterteilt. Jede Benutzerebene kann über eine Passworteingabe aktiviert werden. Betriebszustand ONLINE In diesem Betriebszustand werden Aufträge abgearbeitet. Betriebszustand OFFLINE In diesem Betriebszustand werden Daten empfangen, jedoch nicht abgearbeitet. In diesem Betriebszustand kann über ferngesteuerte Befehle in den Betriebszustand ONLINE gewechselt werden.
- Seite 260 Glossar G3-Serie Module Module dienen als Schnittstelle zwischen dem Cutter und dem Werkzeug. Notaus Notaus Schalter sind Sicherheitselemente, die im Gefahrenfall das sofortige Ausschalten des Geräts bewirken Nummernblock Eingabetasten zur Zifferneingabe am Bedienteil. Parser Programm, das für die Zerlegung und Umwandlung einer beliebigen Eingabe in ein für die Weiterverarbeitung brauchbares Format zuständig ist.